 small small |
Jan 2000
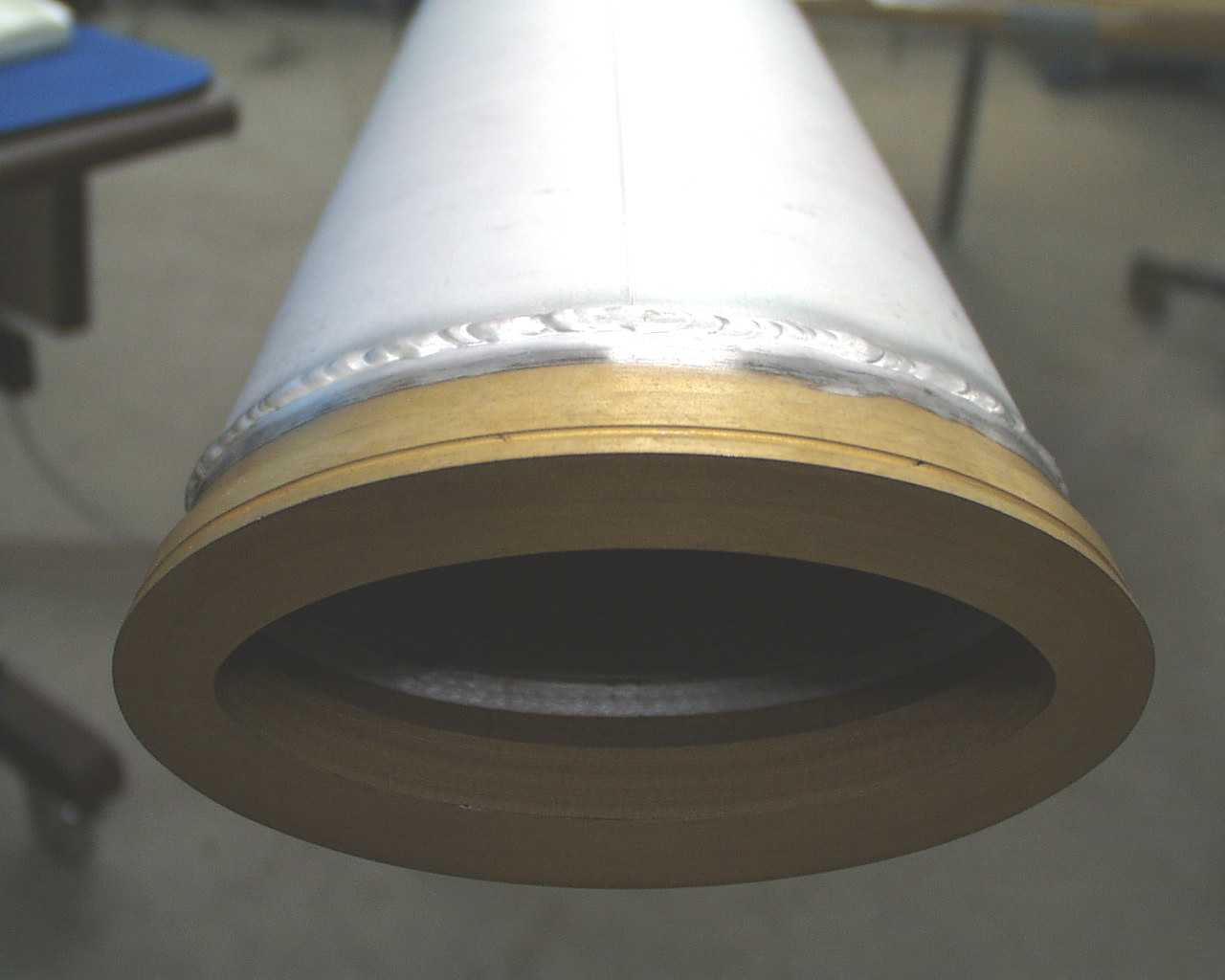
Al beam pipe adapter made at DESY |
 small small |
|
 small small |
|
 small small |
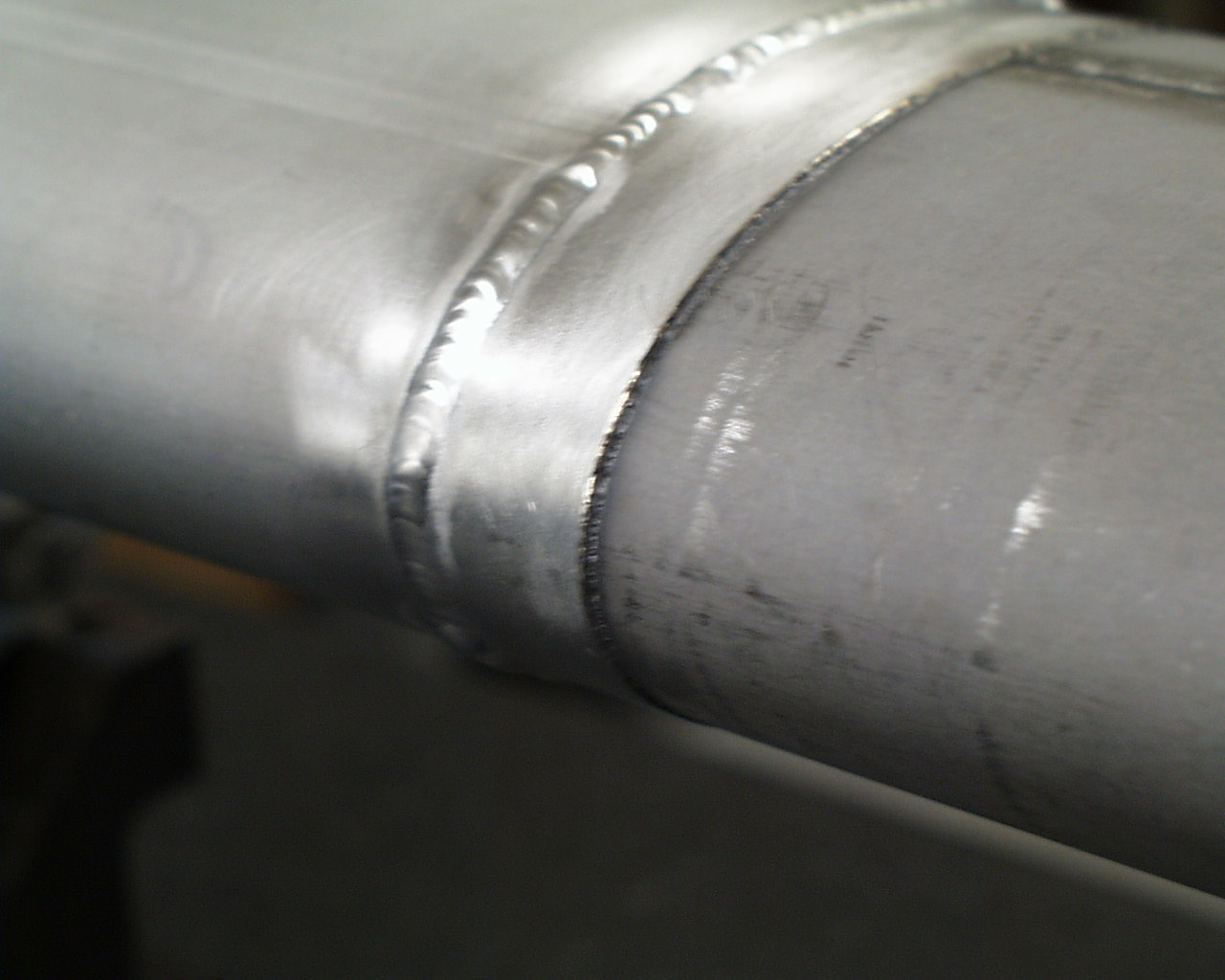
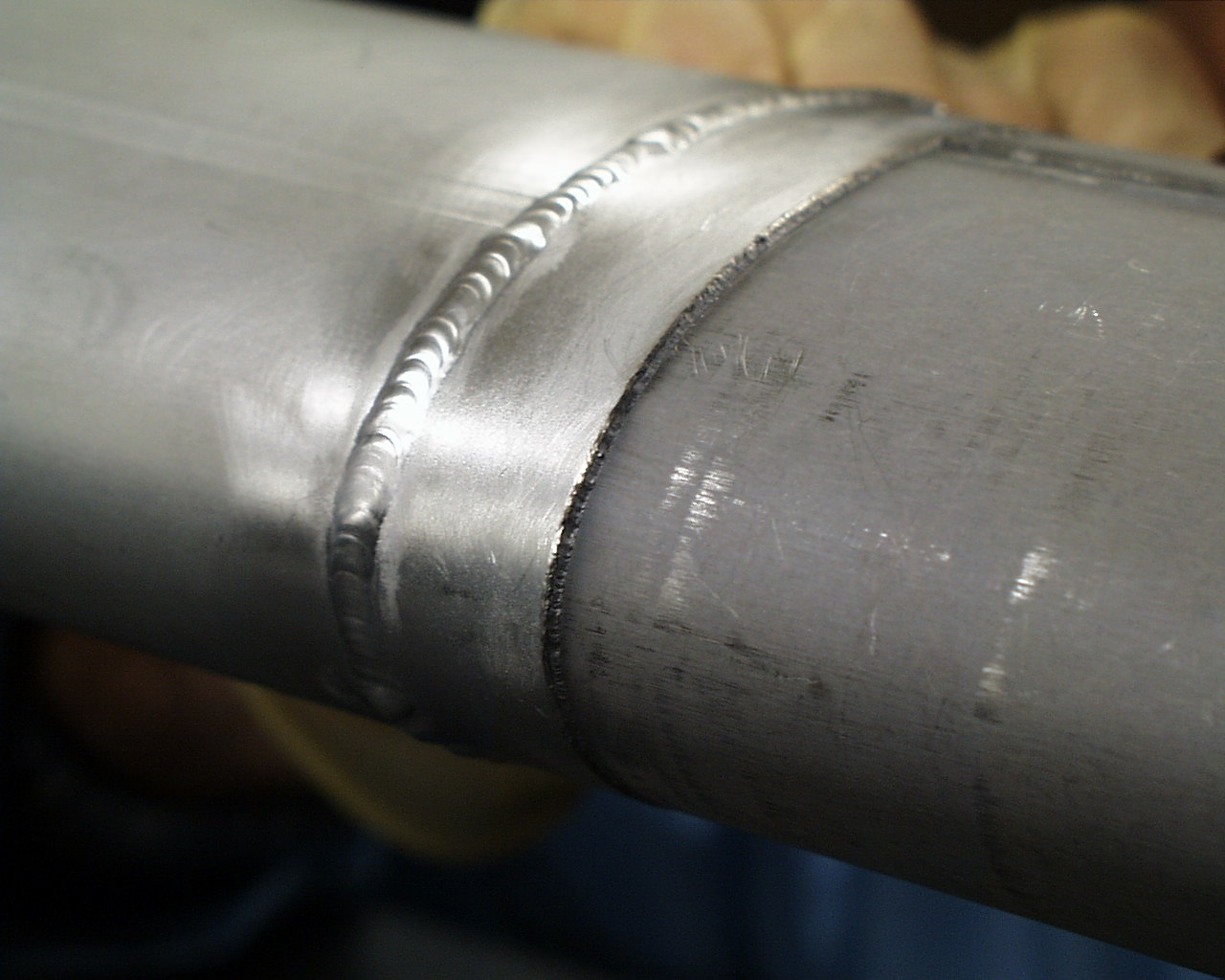
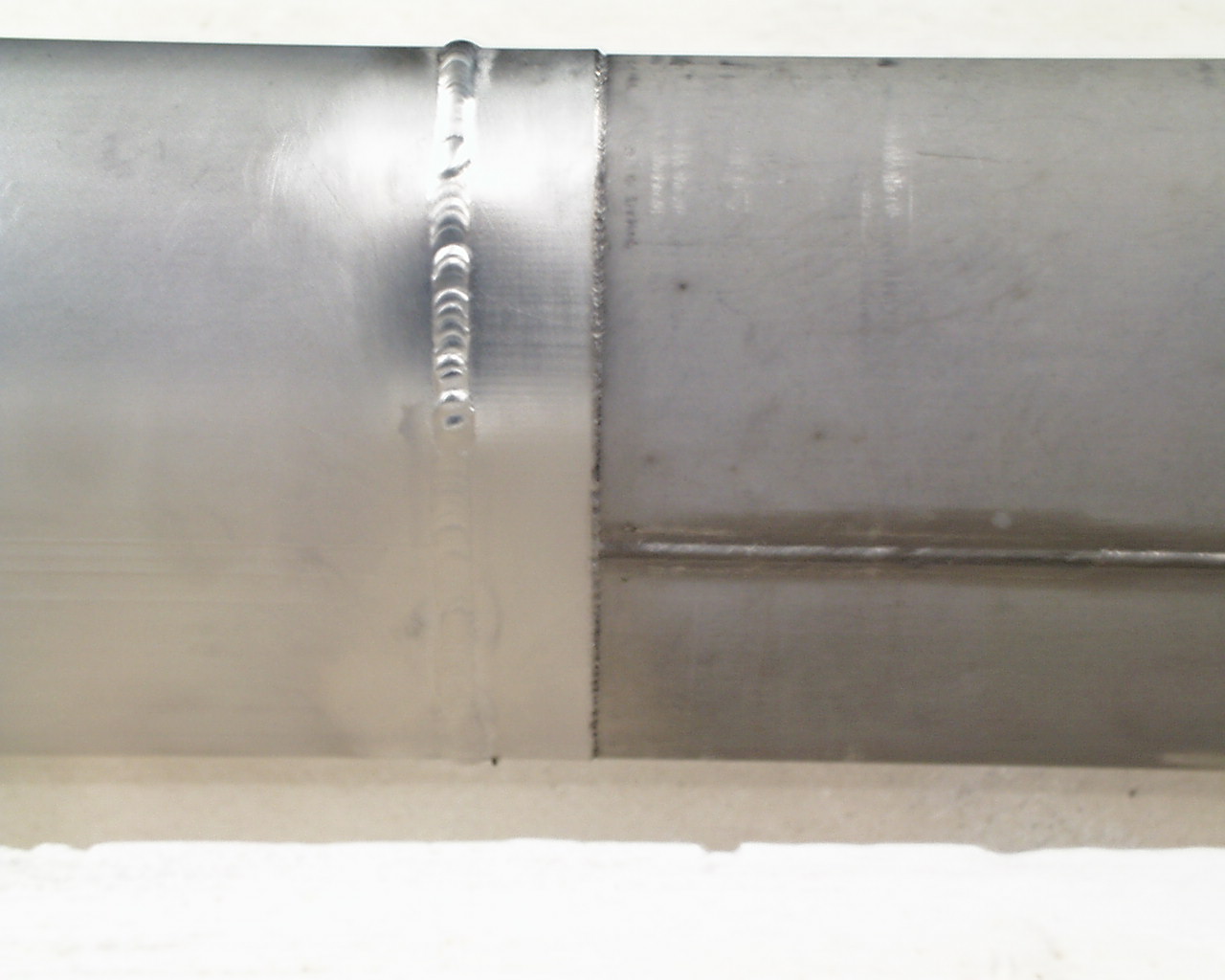
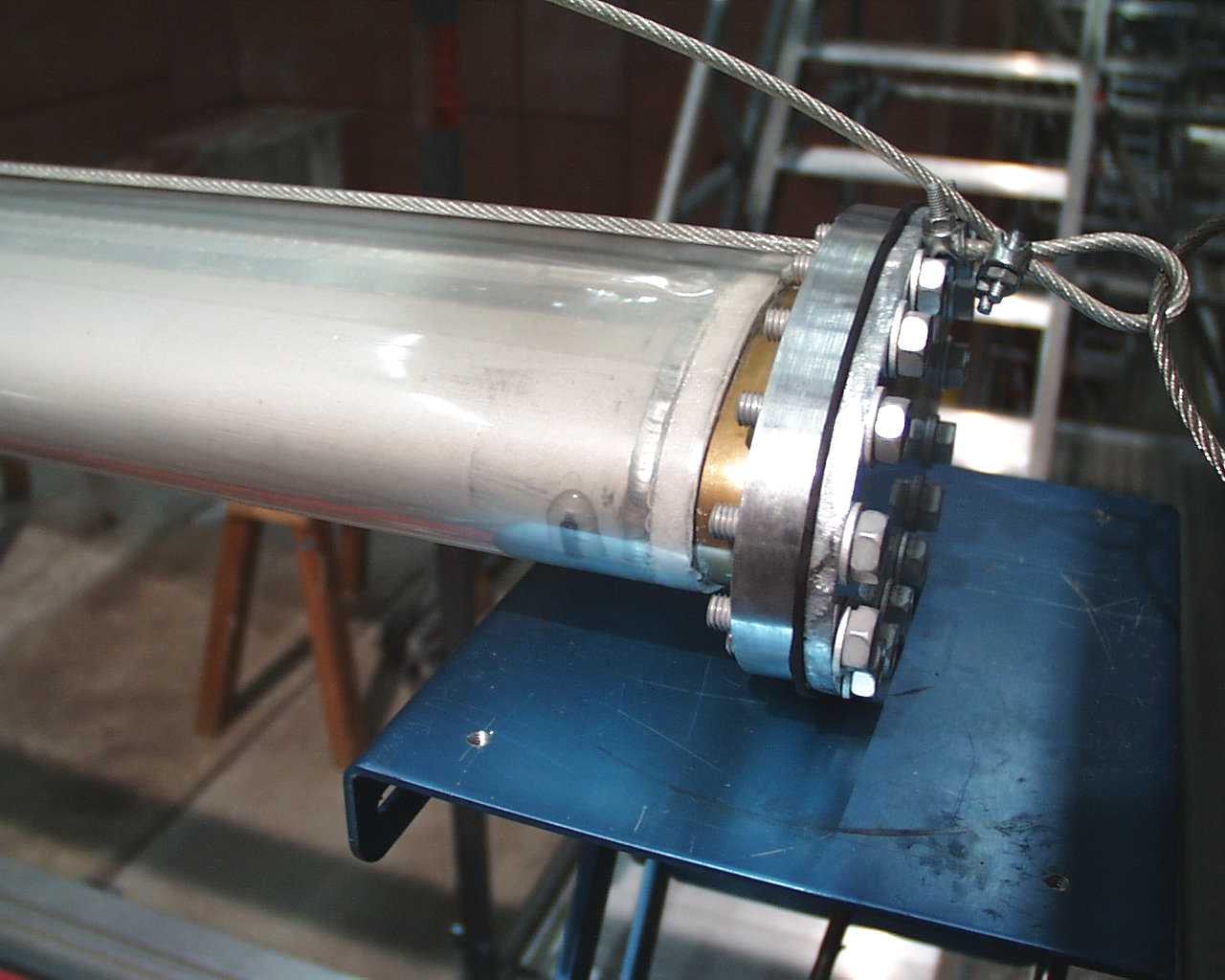
Al-Al weld made at DESY
Brush-Wellman will cut here and insert the BeAl section |
 small small |
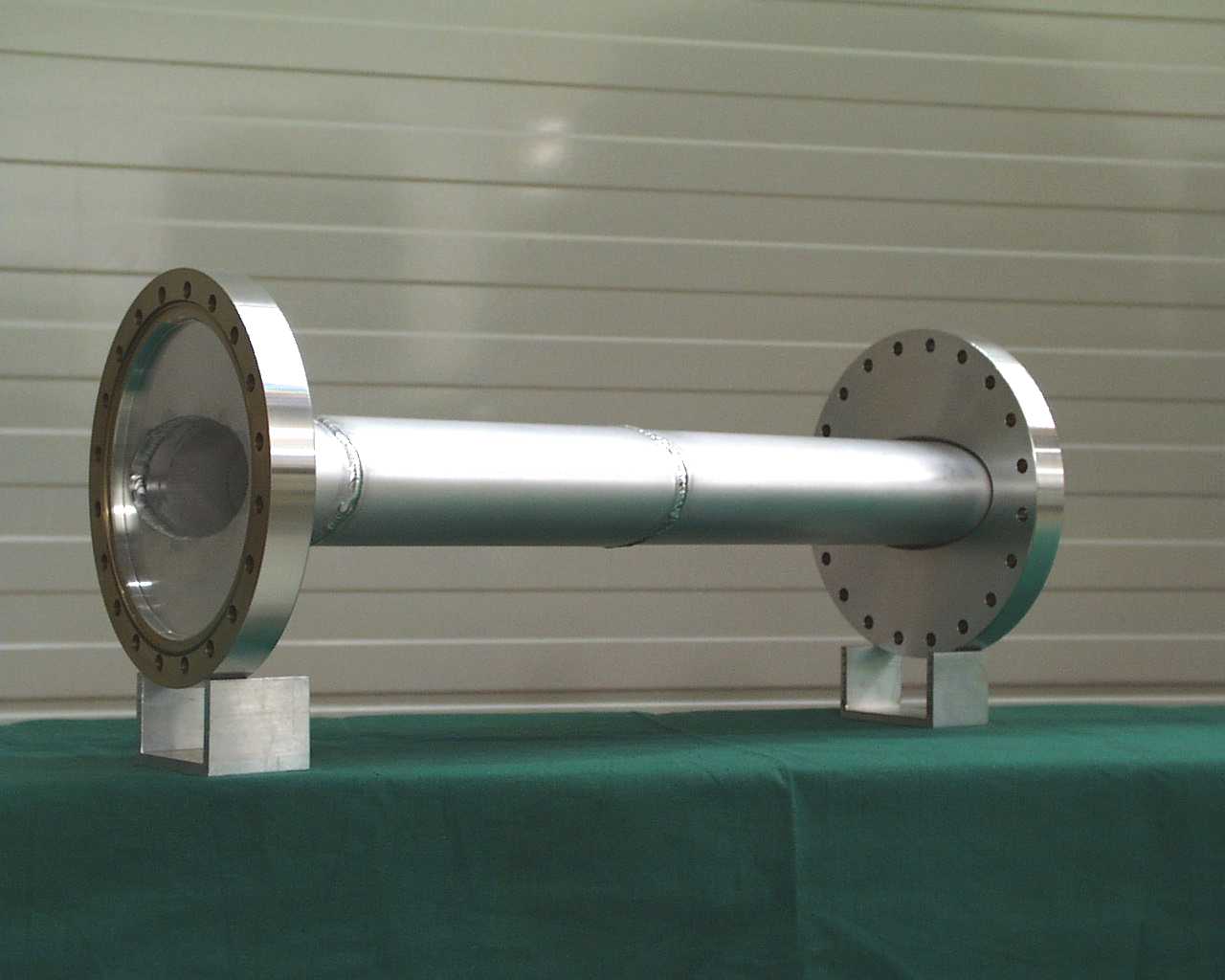
Test flanges added |
 small small |
|
 small small |
Test at Hall North pump stand |
 |
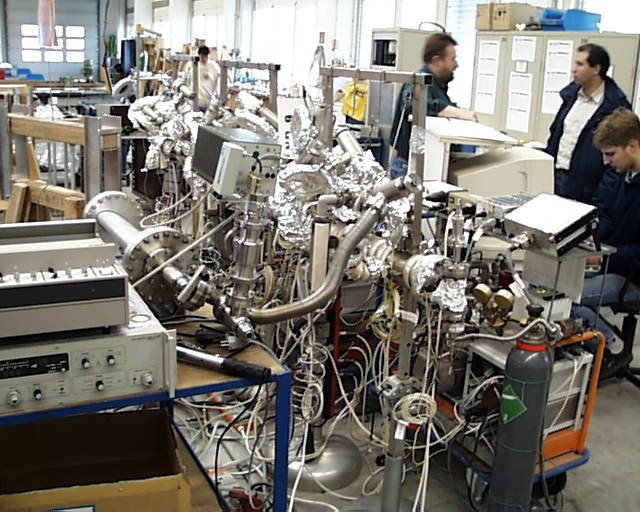
DESY pump test stand with mass spectrograph |
 small small |
Beam pipe transport box: to and fram California |
 small small |
|
 small small |
Data logger for temperature |
 small small |
Shock detector |
 small small |
Tilt indicator |
 small small |
|
 small small |
Apr 2000
Form for elliptical BeAl pipe at Brush-Wellman |
 small small |
30.10.2000
at Brush-Wellman Electrofusion, Fremont, CA, USA |
 small small |
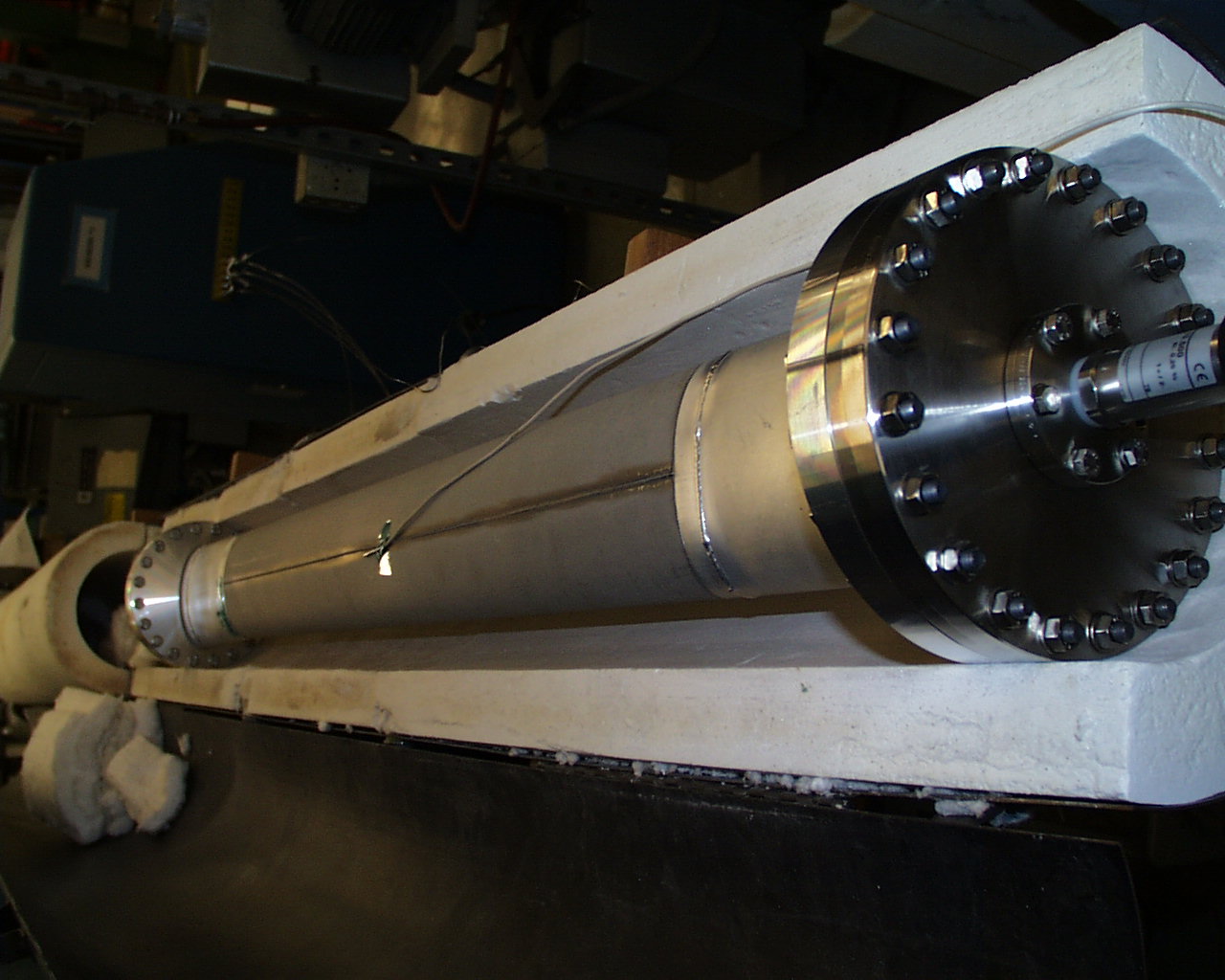
Beam pipe in bake out form, with test flange |
 small small |
|
 small small |
Al-Al weld hat a small leak. Taped for test. Fixed by now. |
 small small |
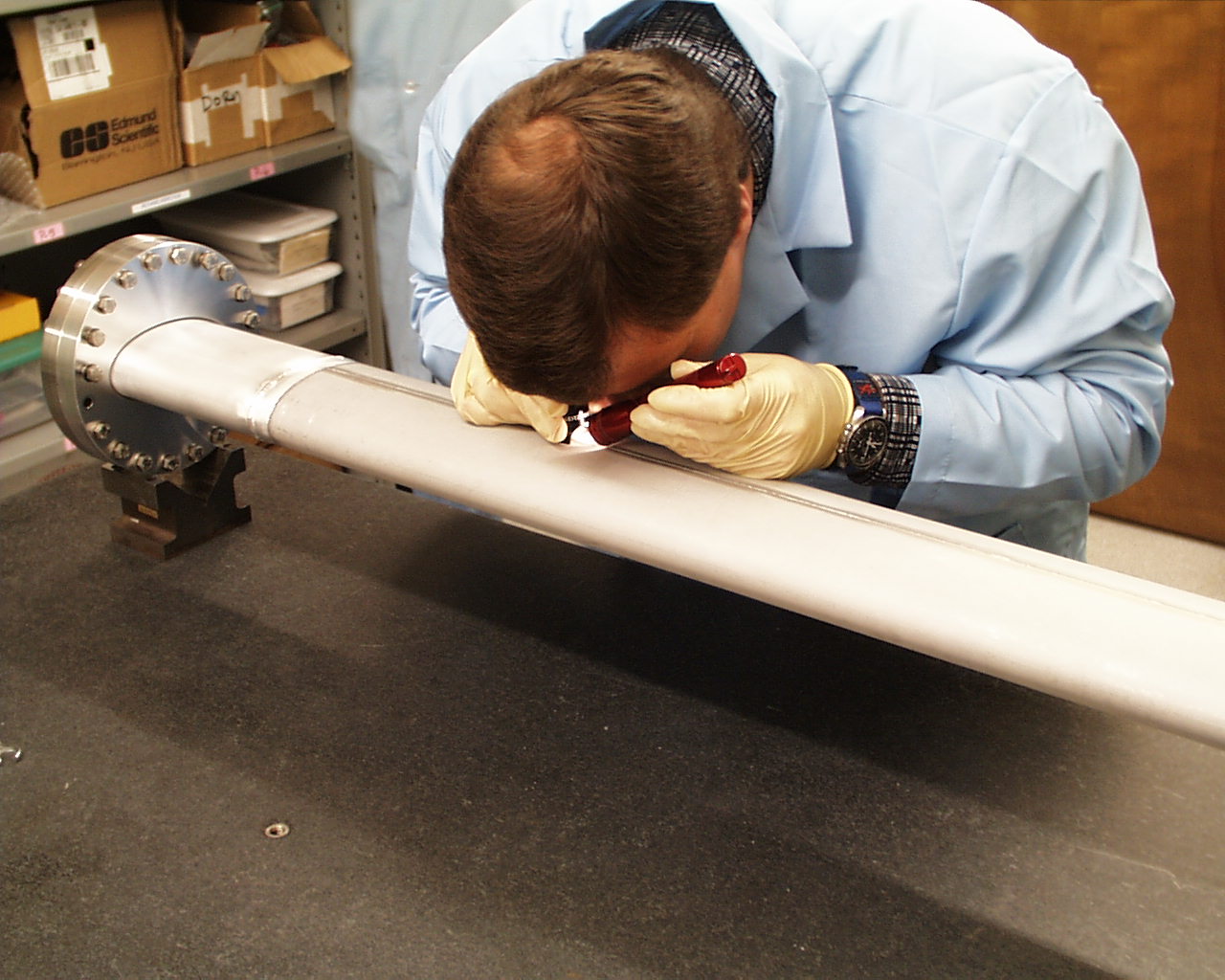
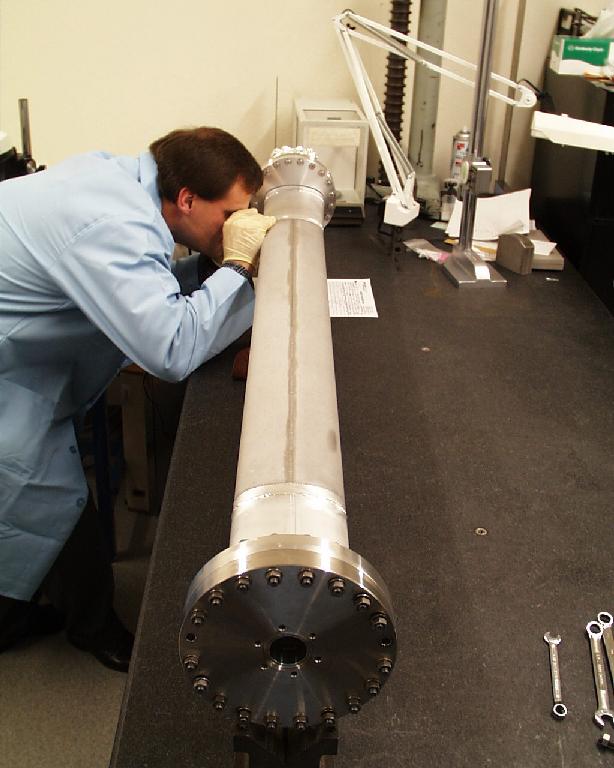
Karsten Gadow inspects the BeAl welds |
 small small |
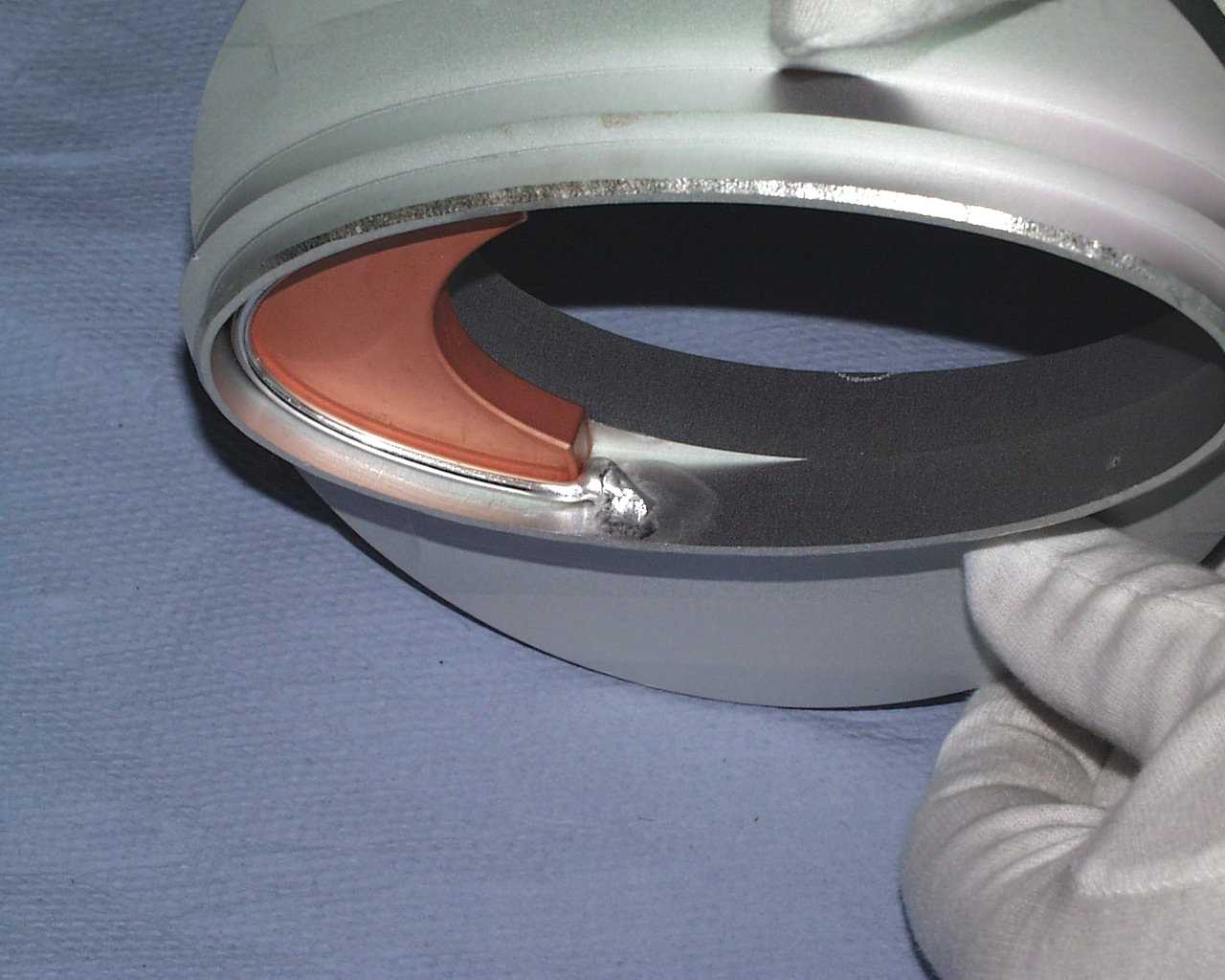
Inspection |
 small small |
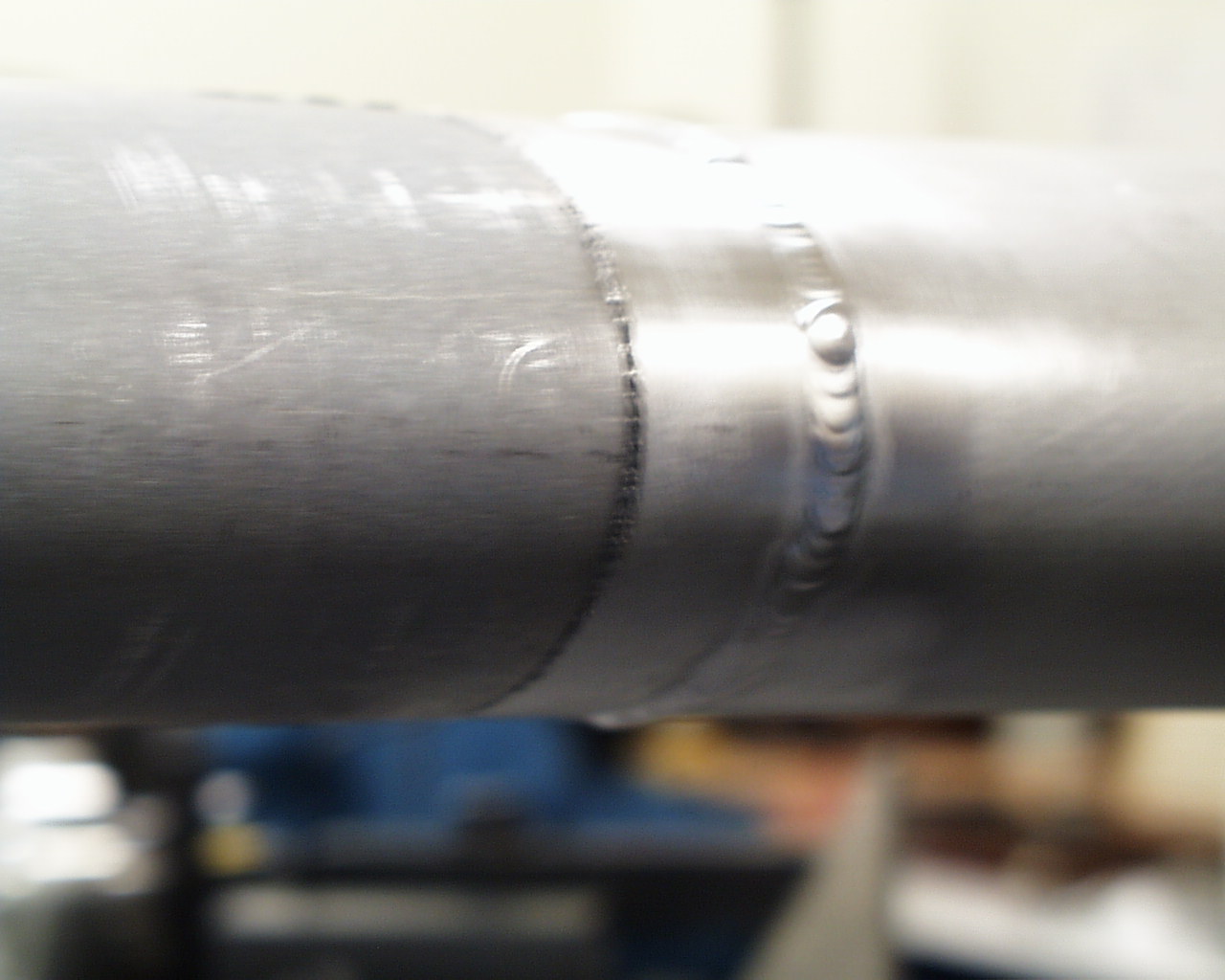
Elliptical BeAl-Al welds were difficult |
 small small |
|
 small small |
|
 small small |
Inspection |
 small small |
Checking dimensions: OK |
 small small |
The ellipse has 64x127 mm^2 outer diameters |
 small small |
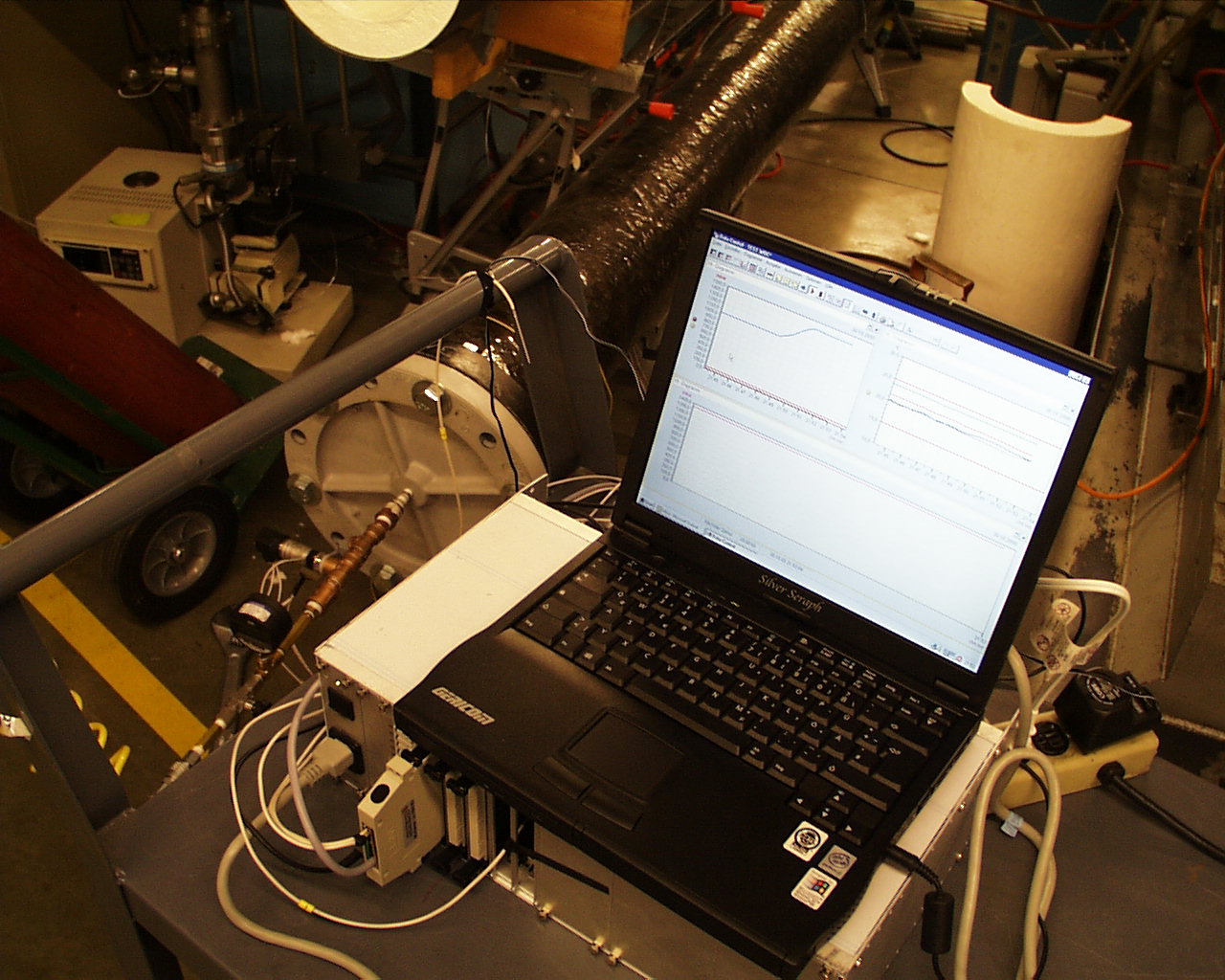
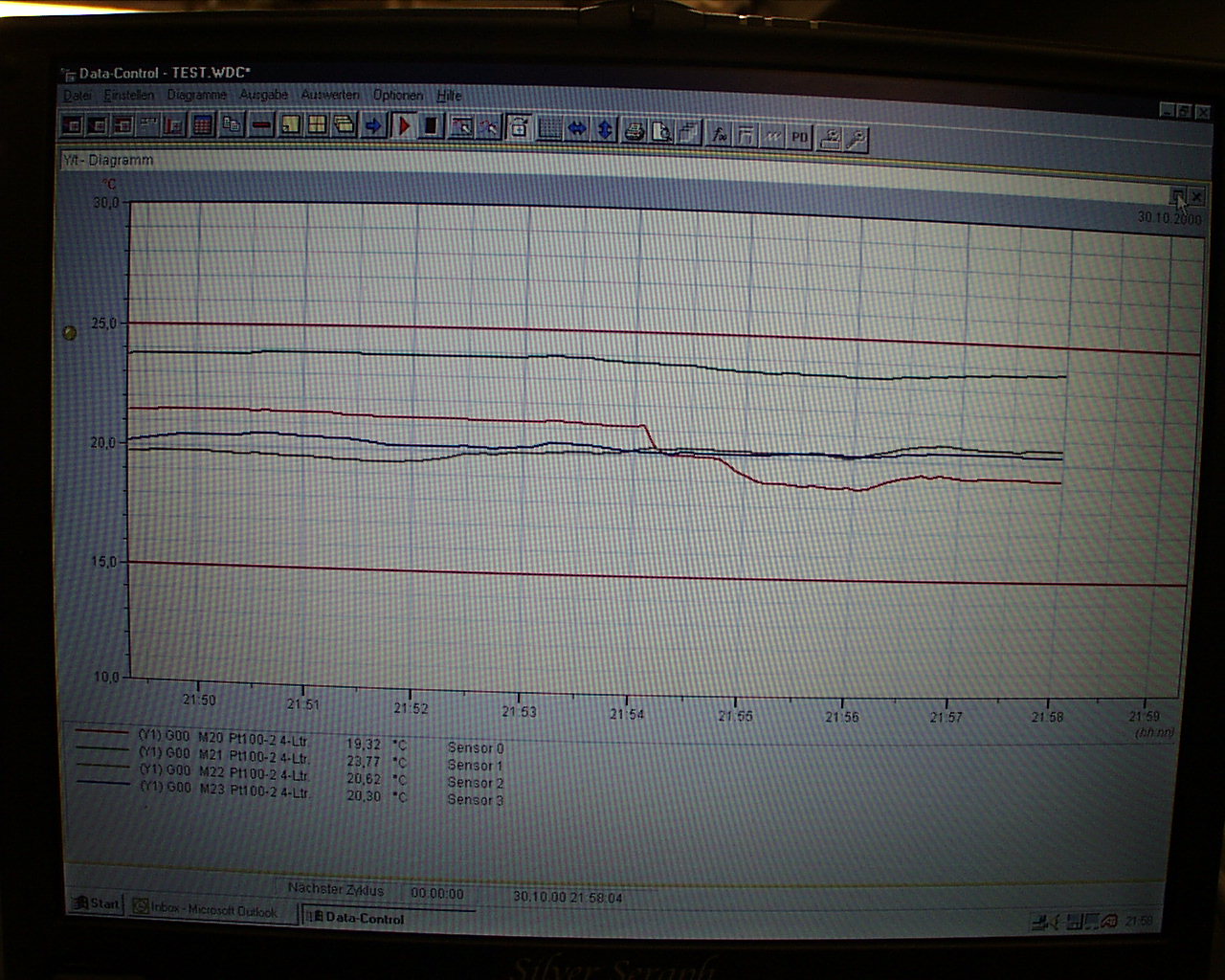
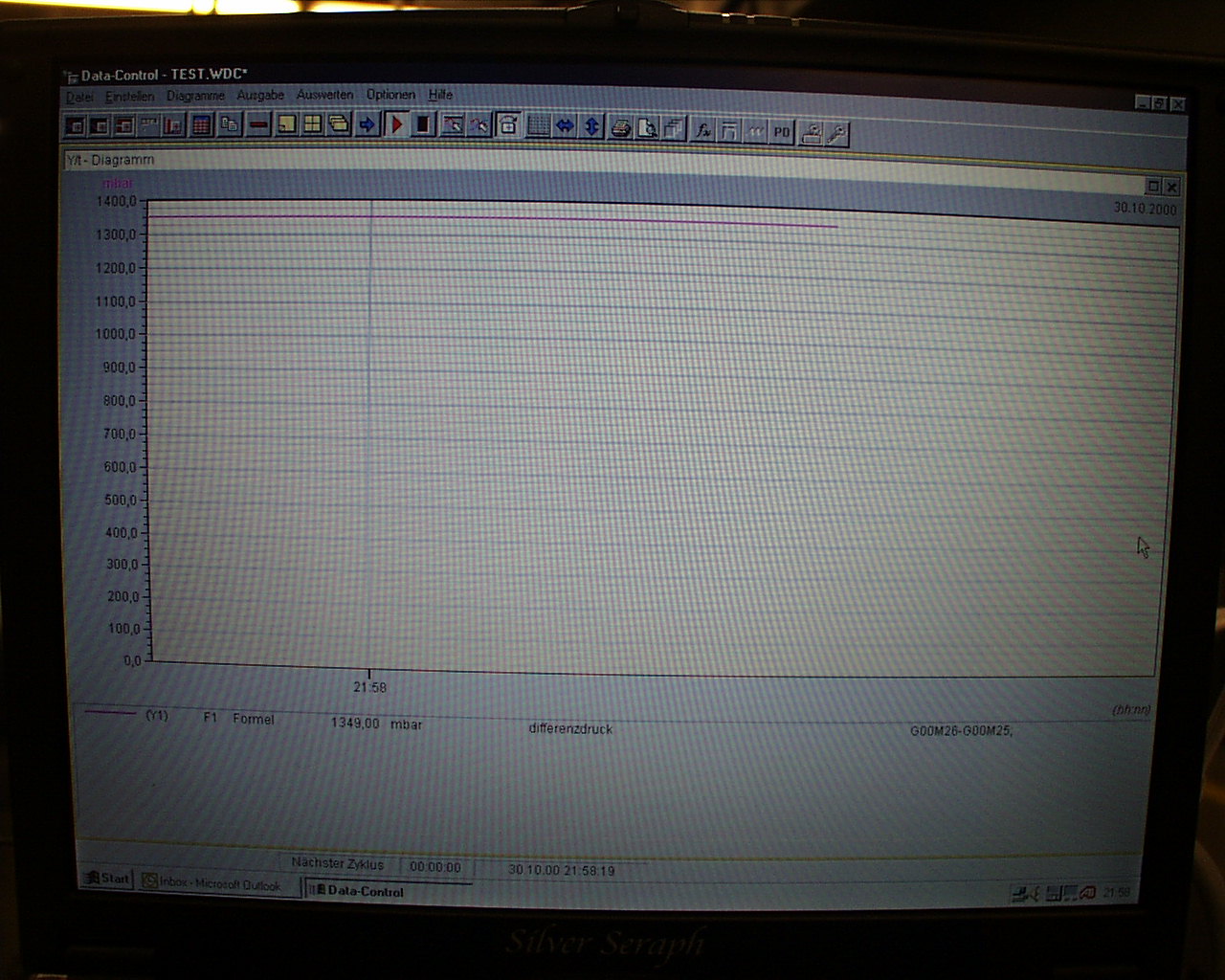
PC notebook DAQ for overnight overpressure test |
 small small |
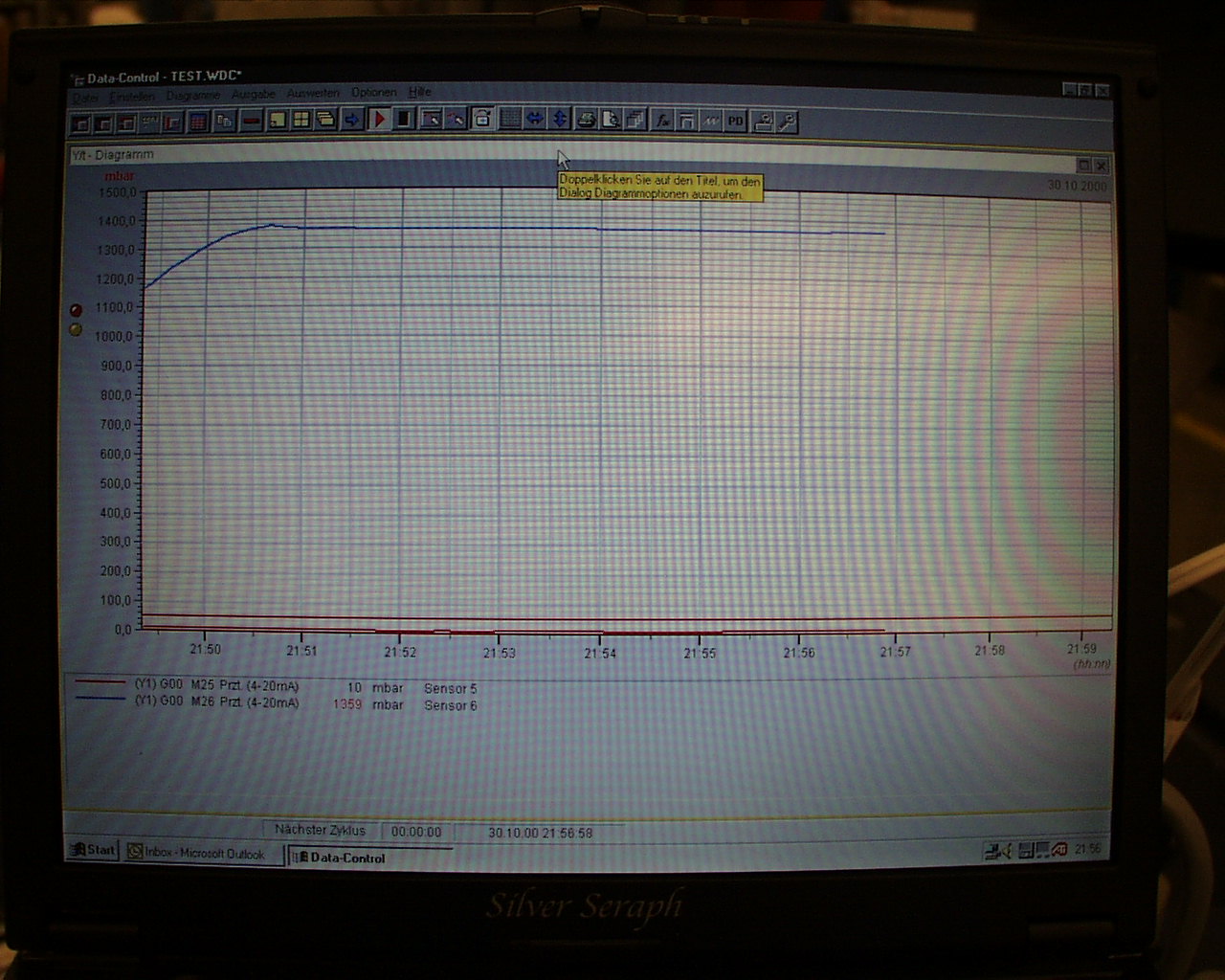
Screen shots as back-up |
 small small |
|
|
 small small |
|
 small small |
|
 small small |
End of the pressure tank |
 small small |
|
 small small |
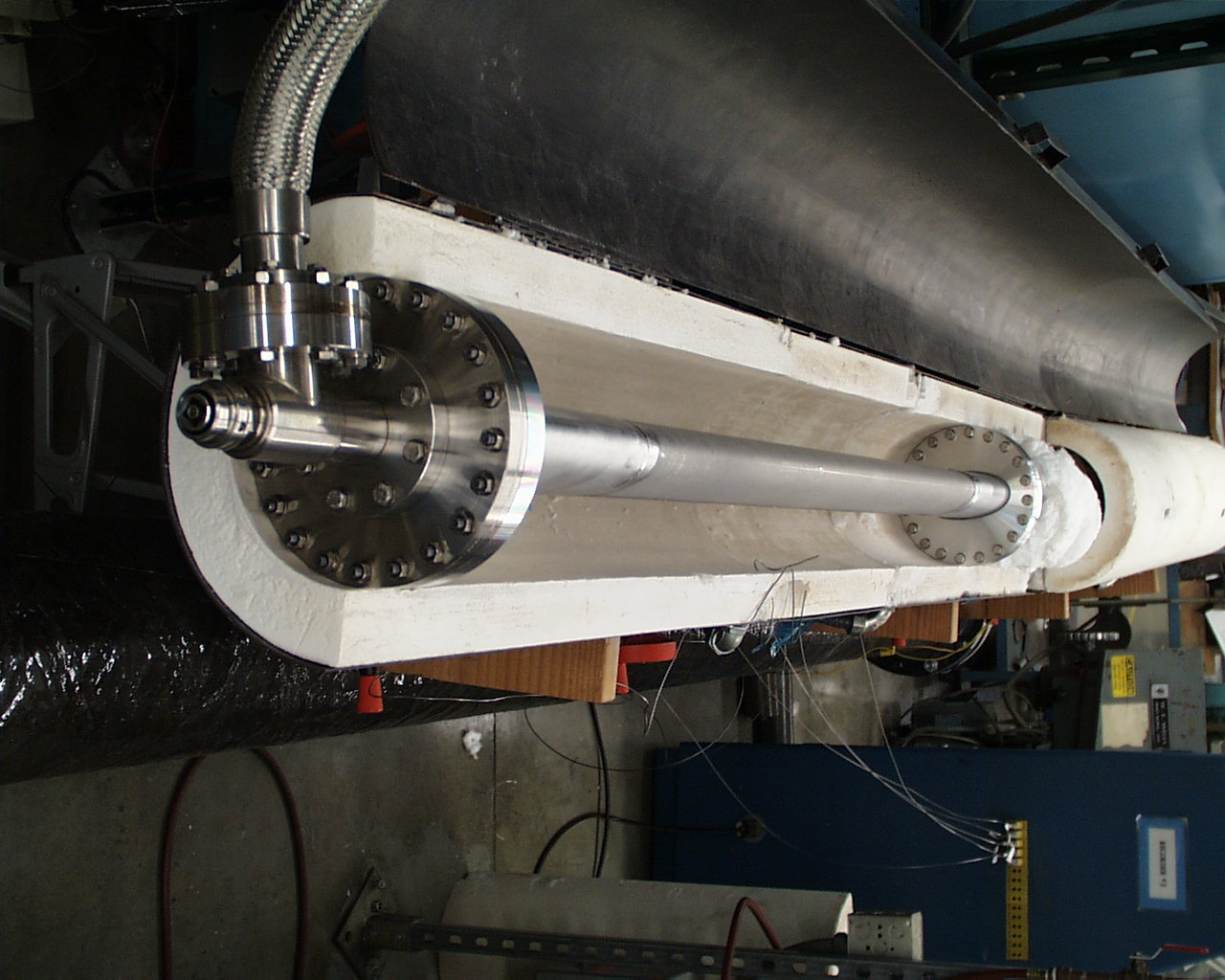
The overpressure test setup |
 small small |
|
 small small |
Beam pipe inside the pressure tank |
 small small |
31.10.2000
Next morning: still intact! |
 small small |
After the pressure test |
 small small |
|
 small small |
A relieved upgrade coordinator and a confident Bob Bender from B-W |
 small small |
The welds |
 small small |
|
 small small |
|
 small small |
|
 small small |
|
 small small |
14.11.2000
BeAl beam pipe arrived safely at DESY |
 small small |
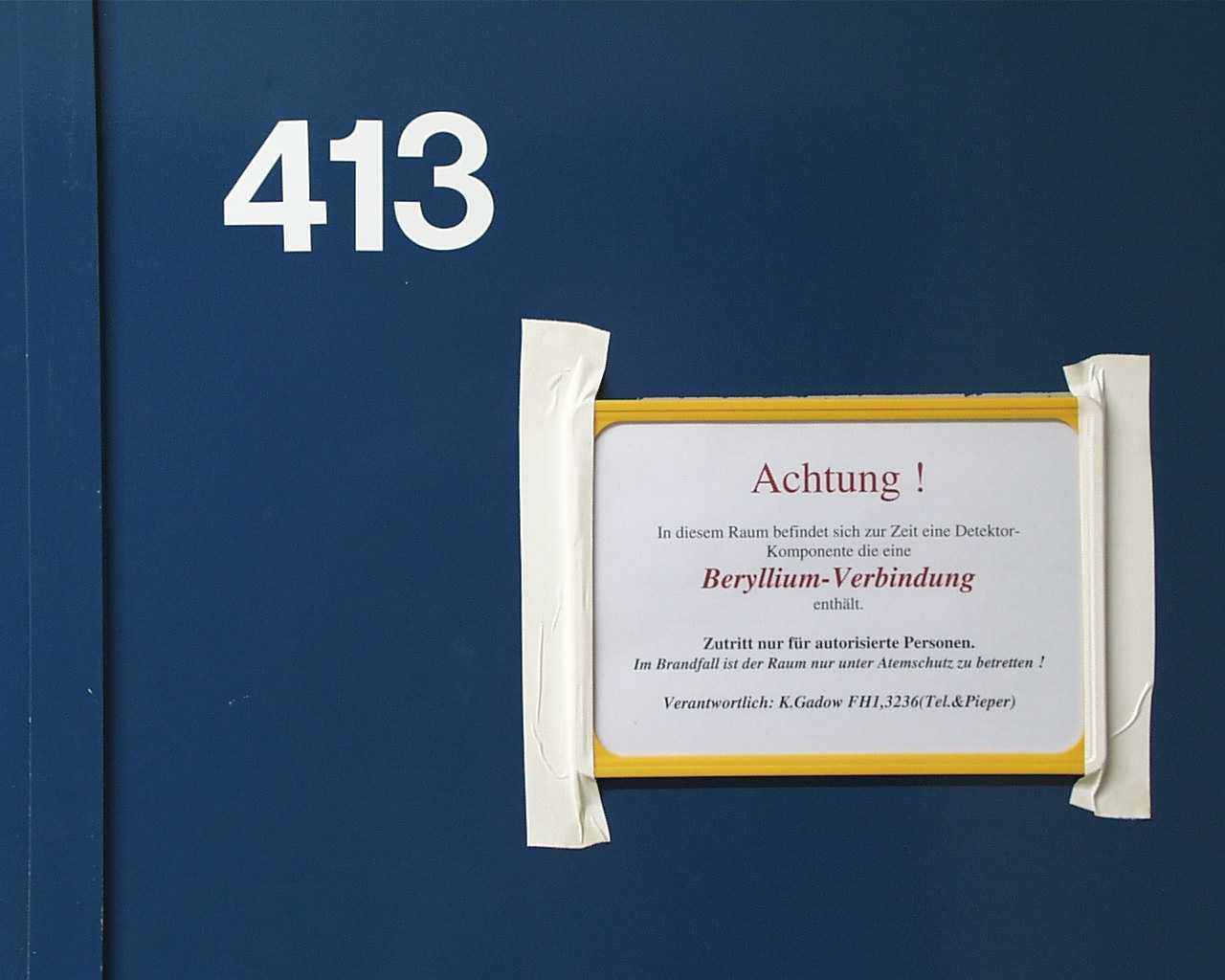
Hall North: Warning label |
 small small |
Dec 2000:
Cut test flanges in DESY work shop |
 small small |
Secondary synchrotron radiation absorbers
W-Ag-Cu, fixed inside the beam pipe |
 small small |
|
 small small |
|
 small small |
22.12.2000:
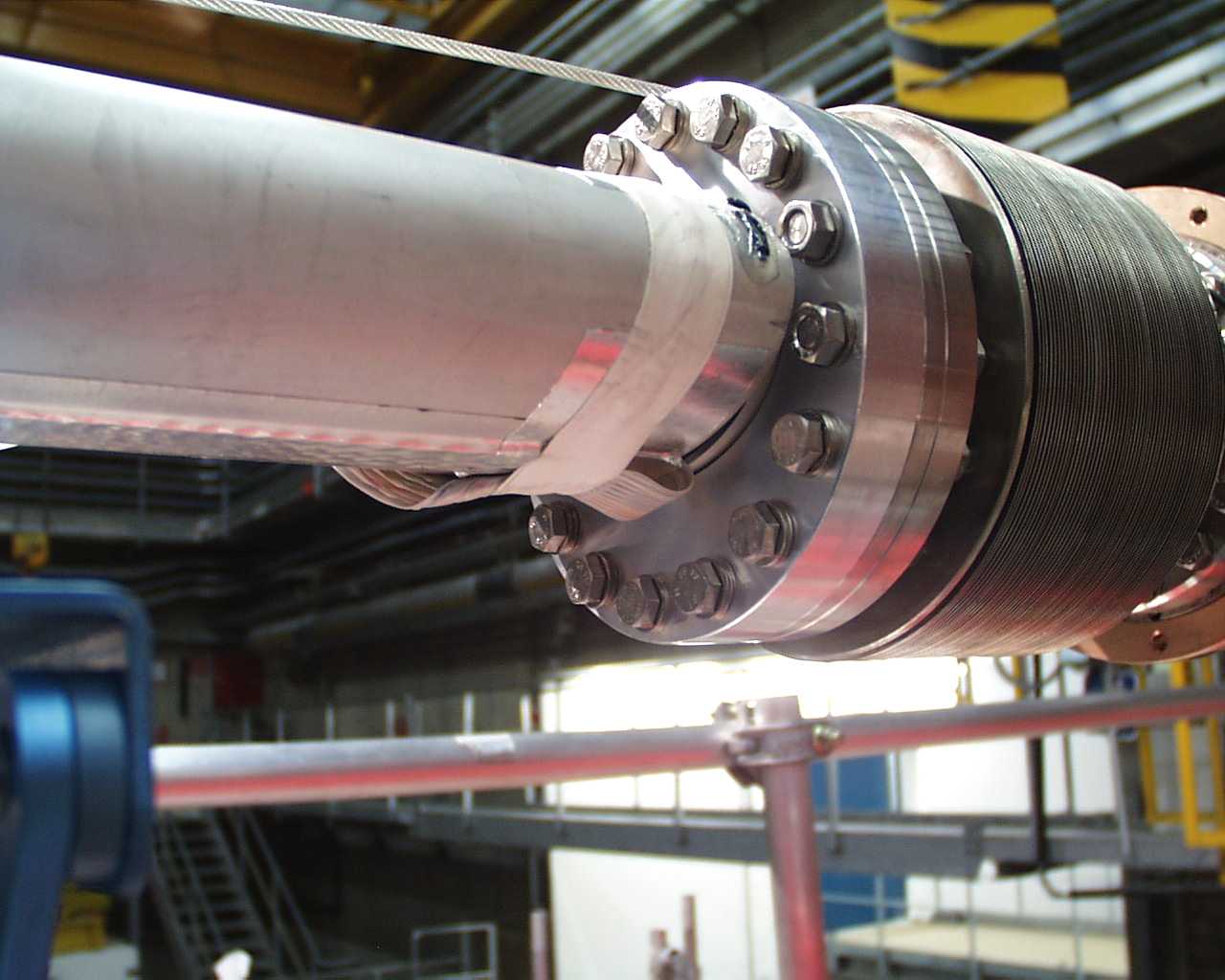
Central beam pipe fully assembled - and vacuum tight! |
 half half |
We also have an all-aluminum spare pipe! |
 half half |
|
 half half |
The minimal size of -z end 'flange' of the central beam pipe (at -1.47m)
allows the insertion of the silicon trackers |
 half half |
|
 half half |
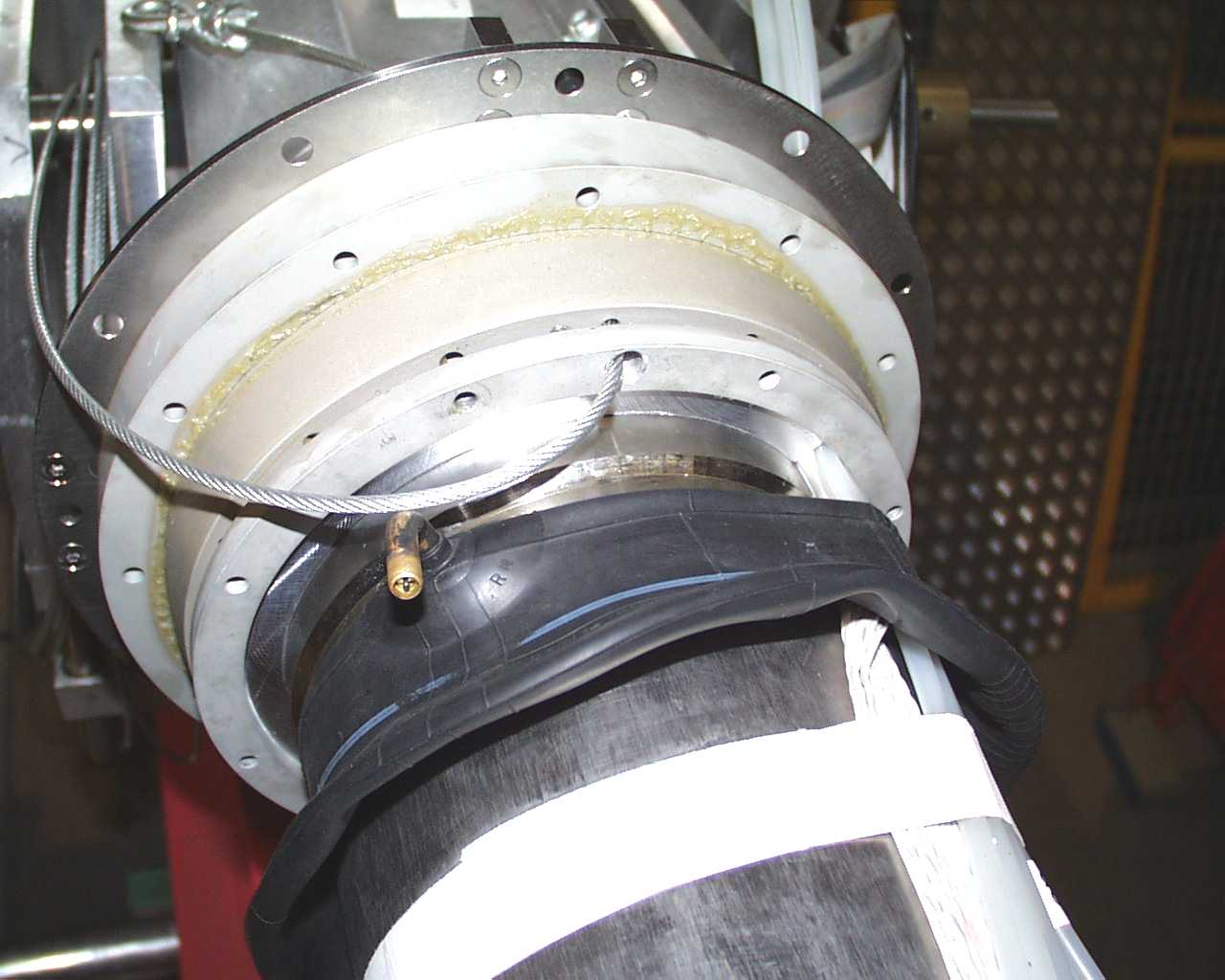
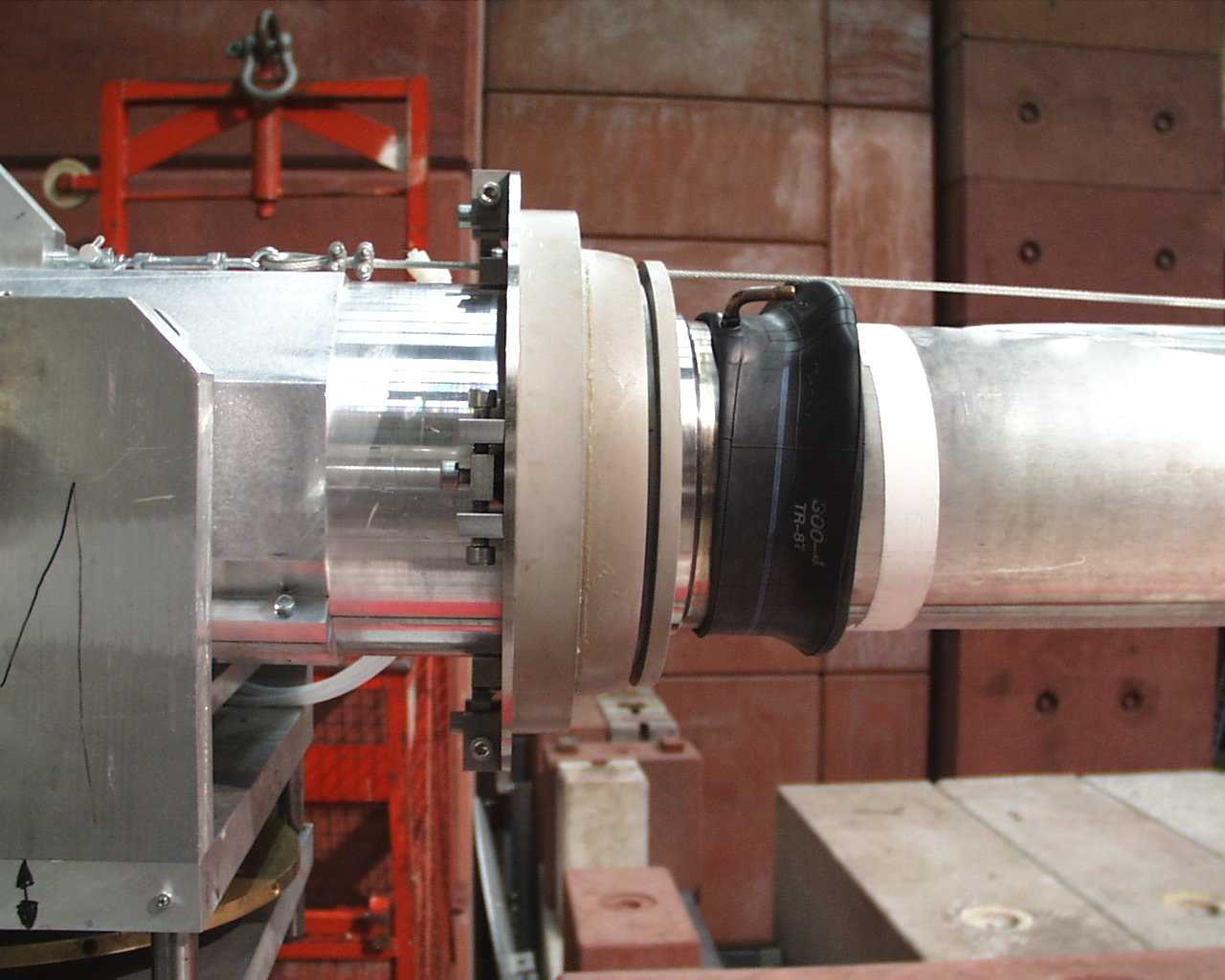
The bellows contained travel limiters made from brass (copper-zinc)
Zinc has a low sublimation point and should not be used in ultra-high vacuum applications
We replace the brass by bronze (copper-tin), which is OK |
 half half |
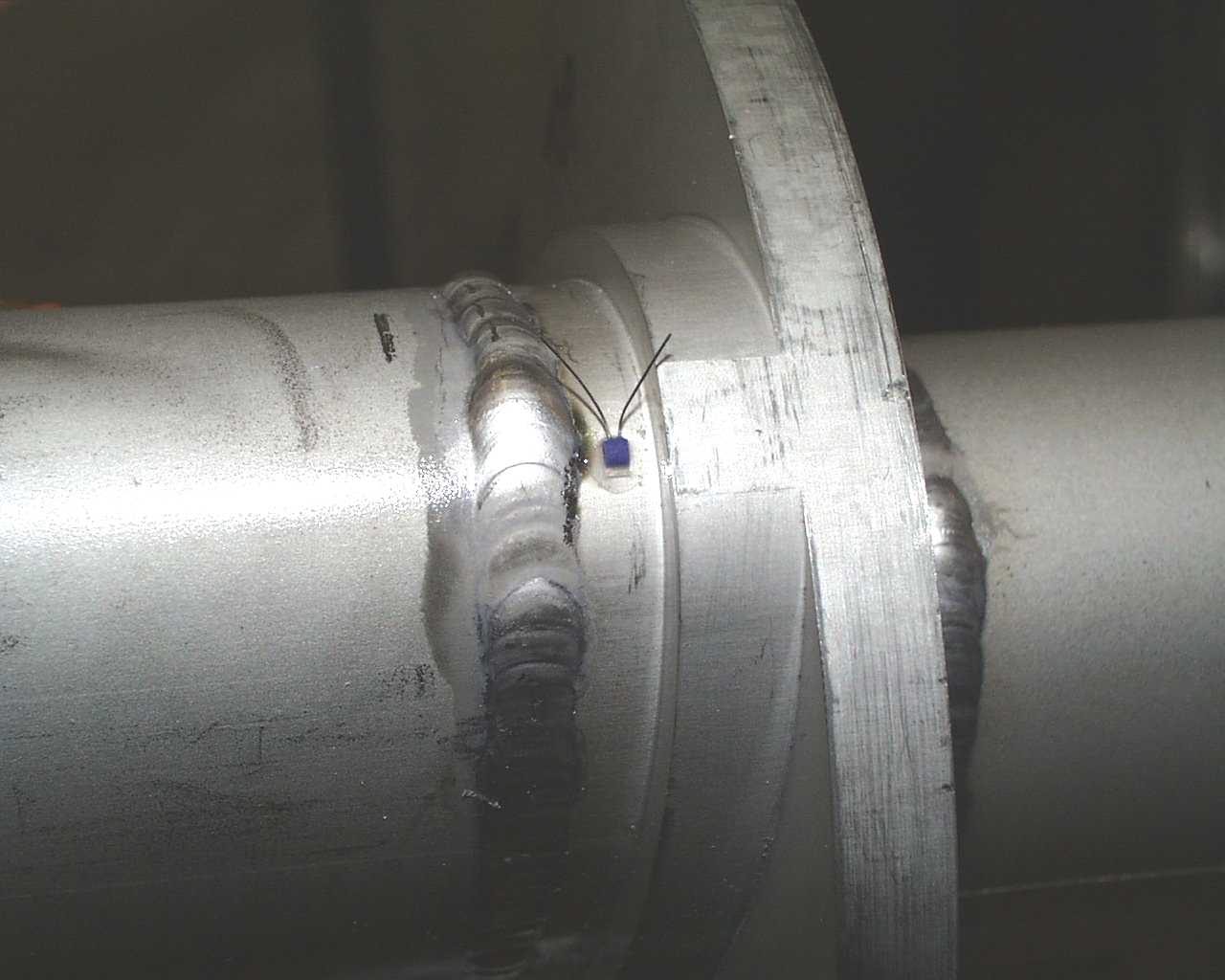
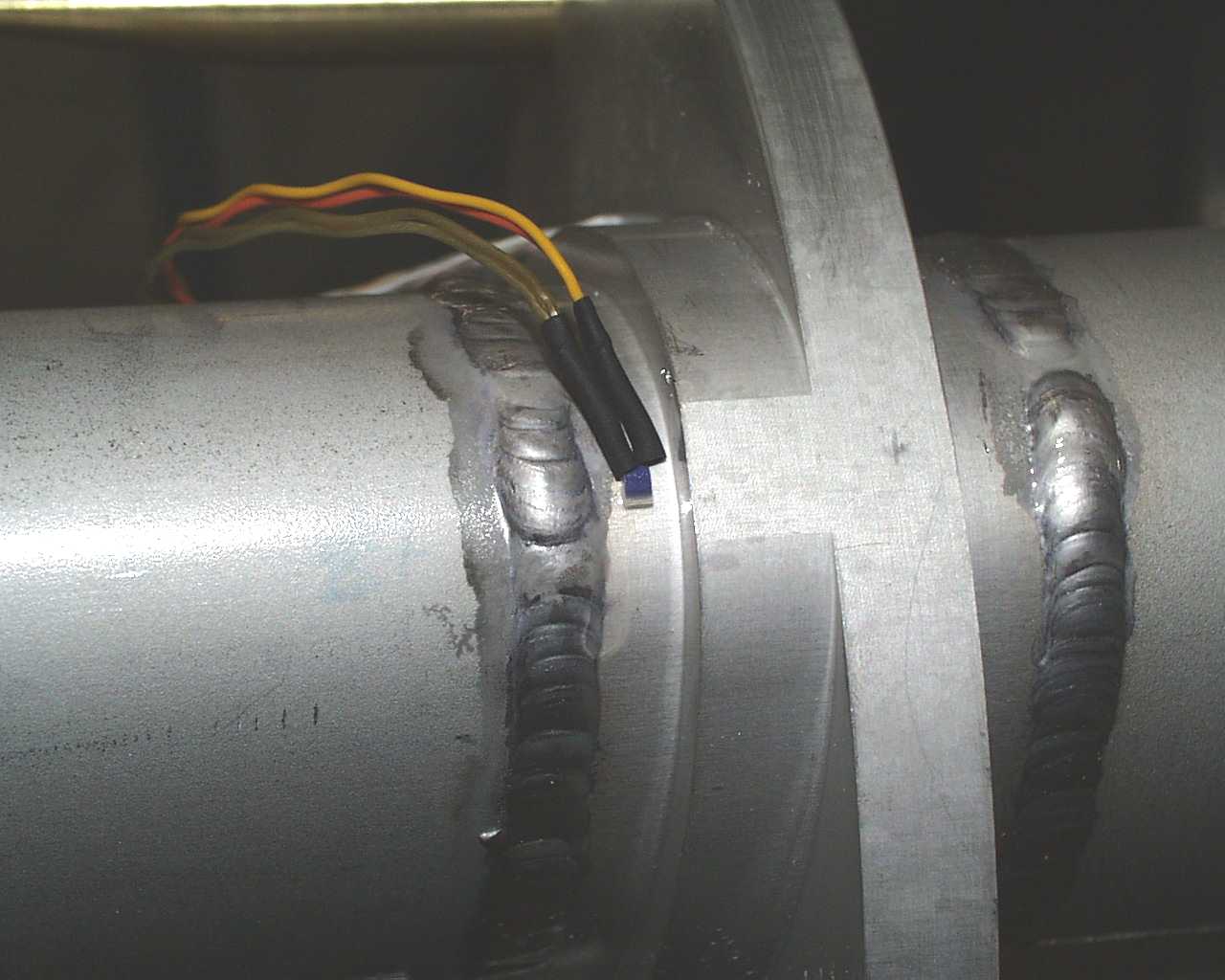
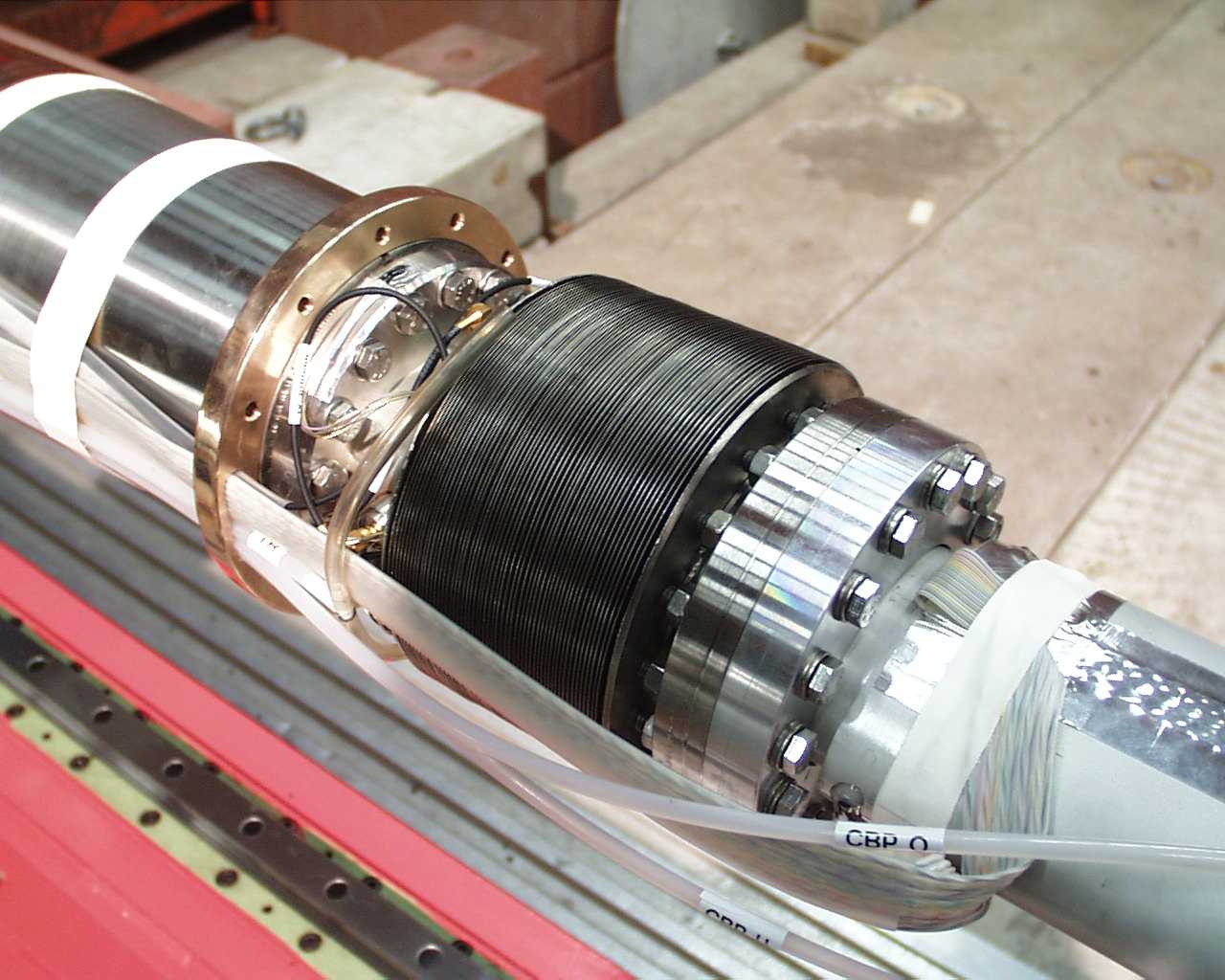
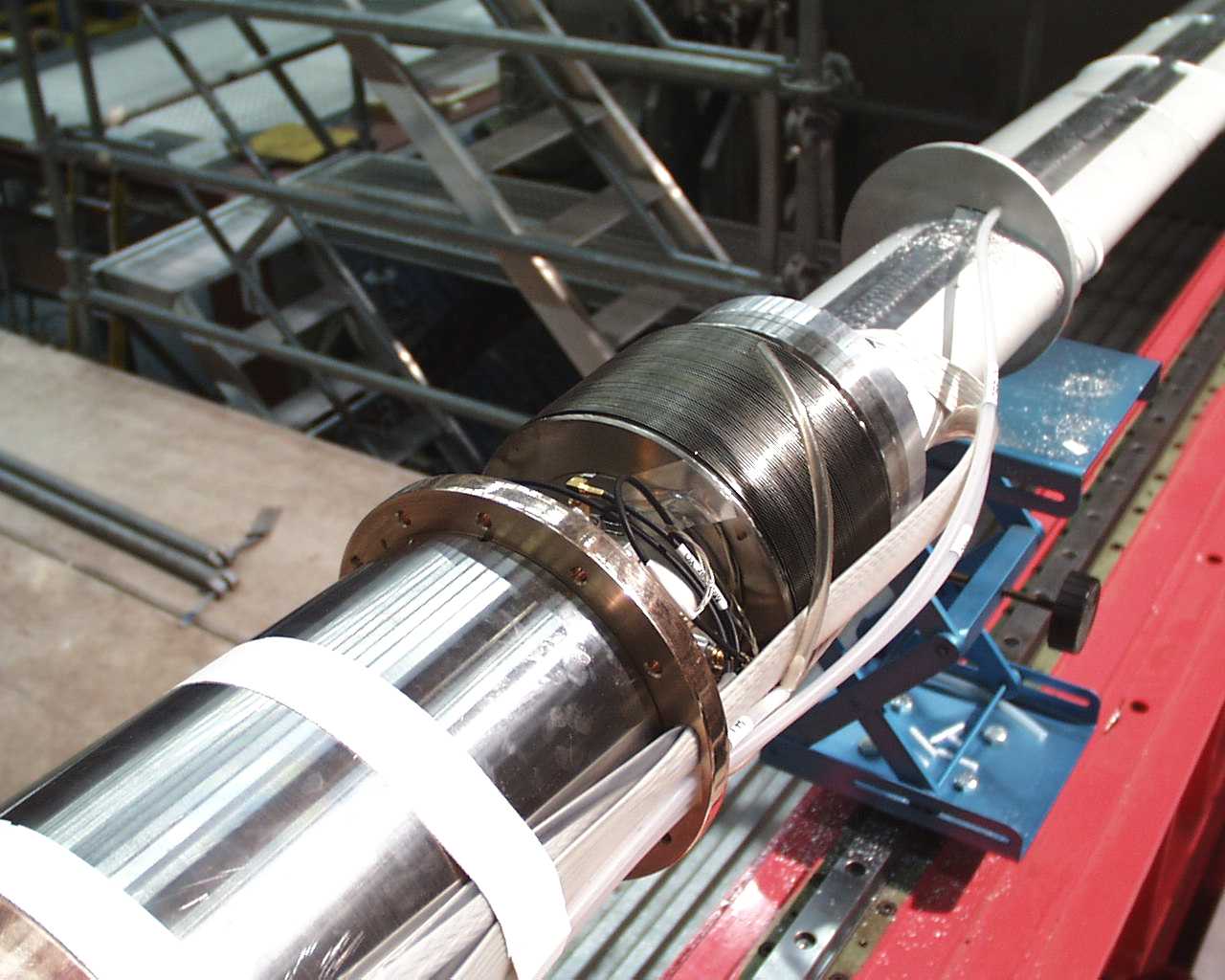
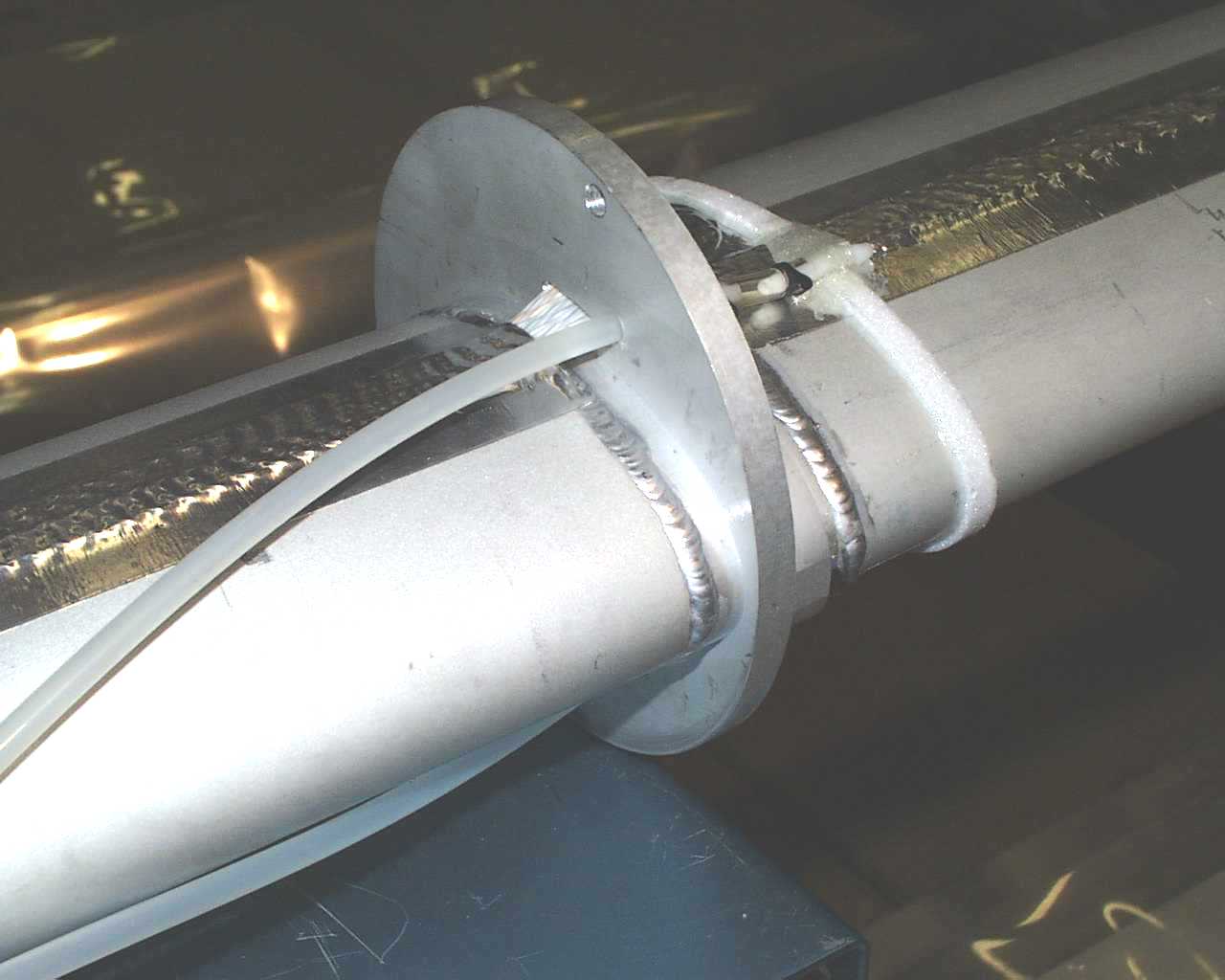
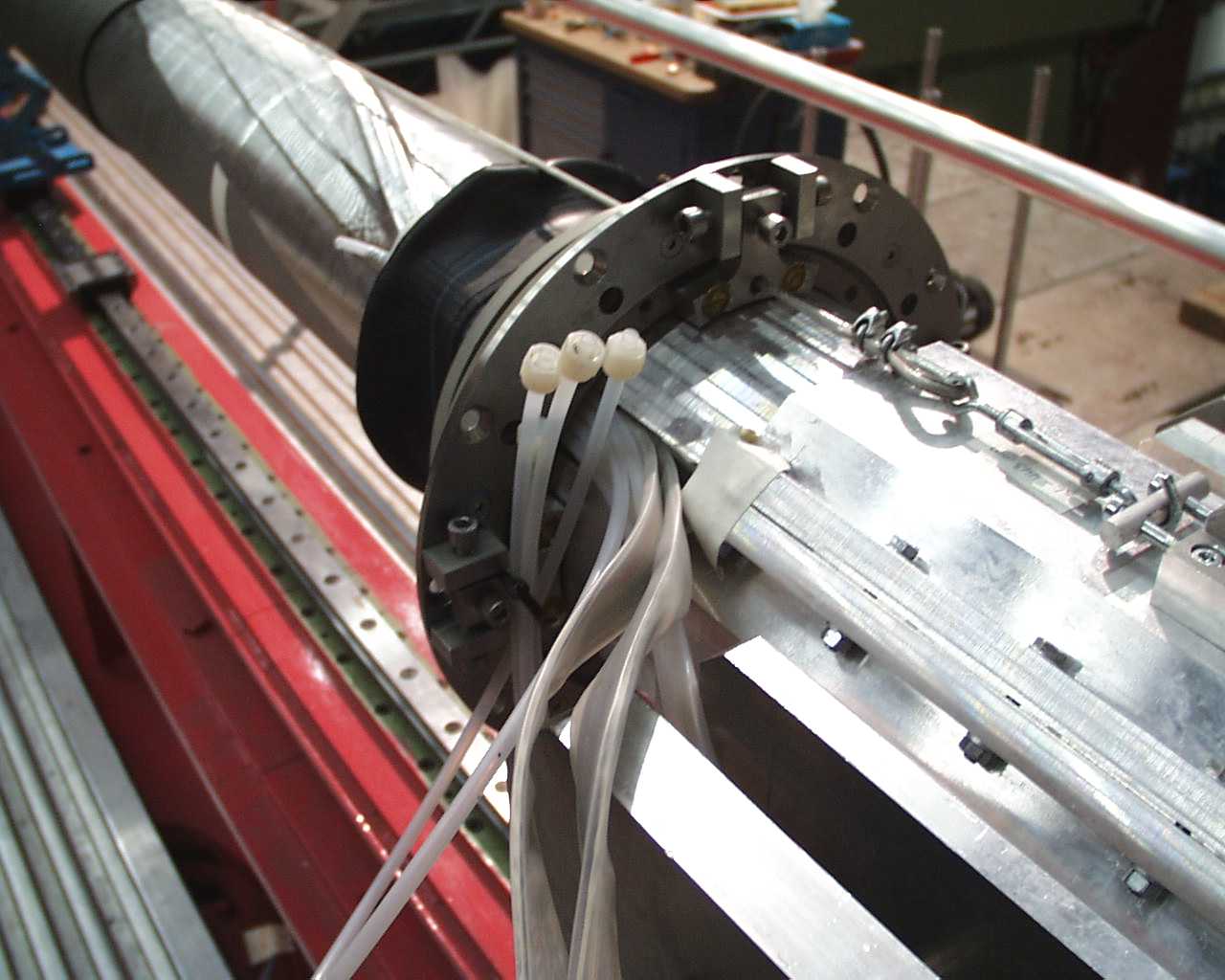
Several PT100 temperature sensors are added along the pipe |
 half half |
Each PT100 is monitored as a 4-point probe
Measure voltage drop over the variable resistor with a fixed current |
 half half |
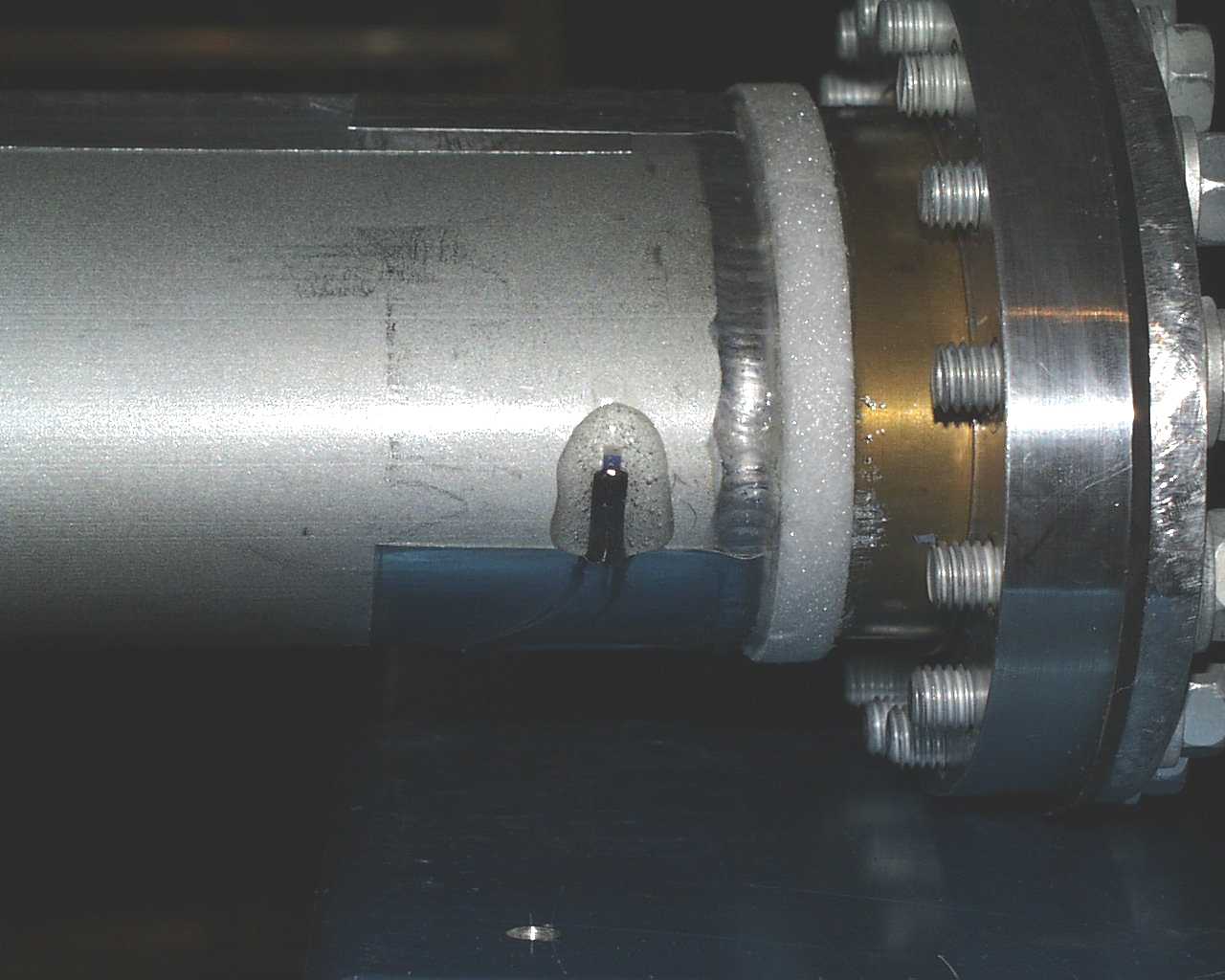
PT100 on the BeAl section
The white Rohacell spacer carries the Mylar foil for N2 flow |
 half half |
|
 half half |
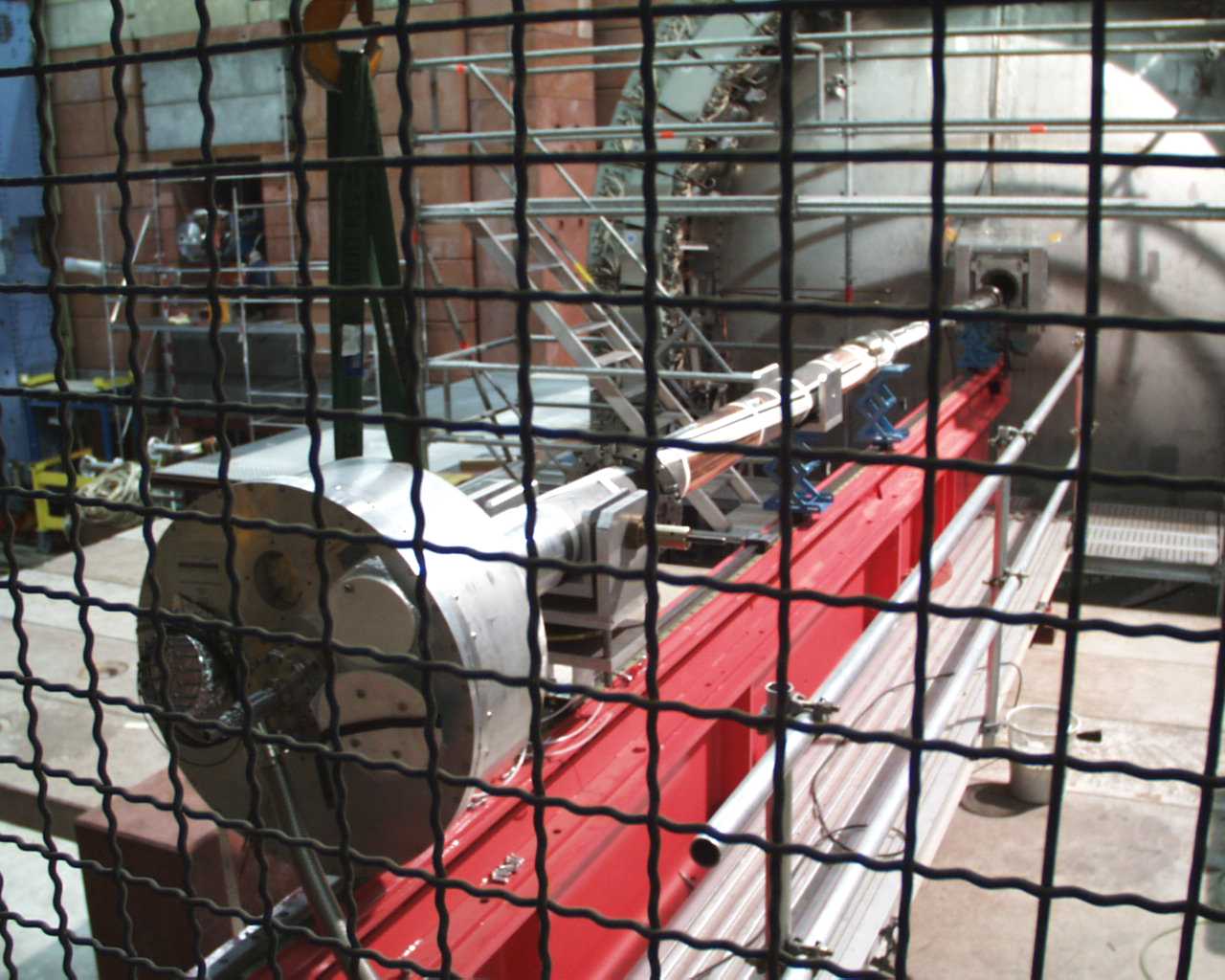
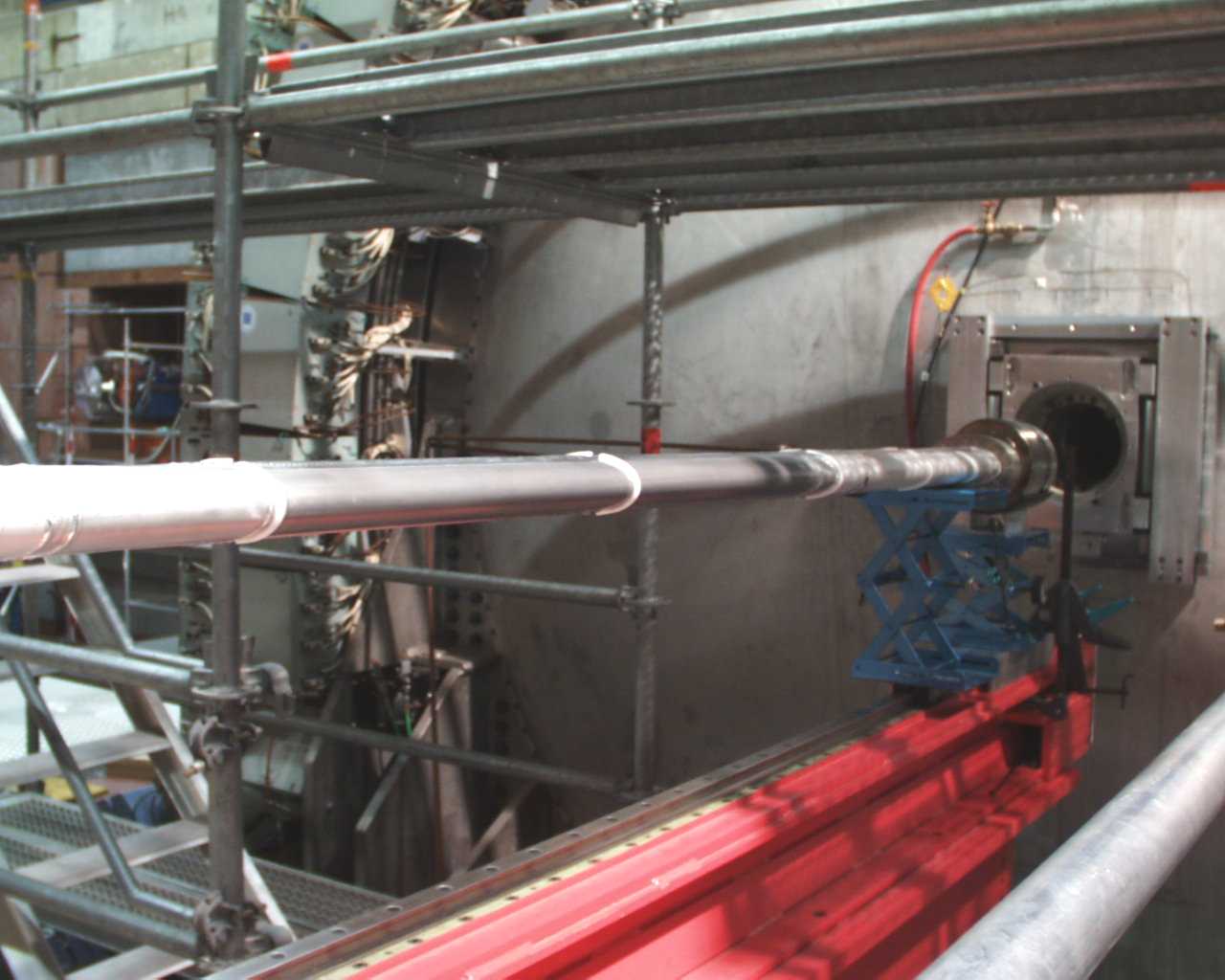
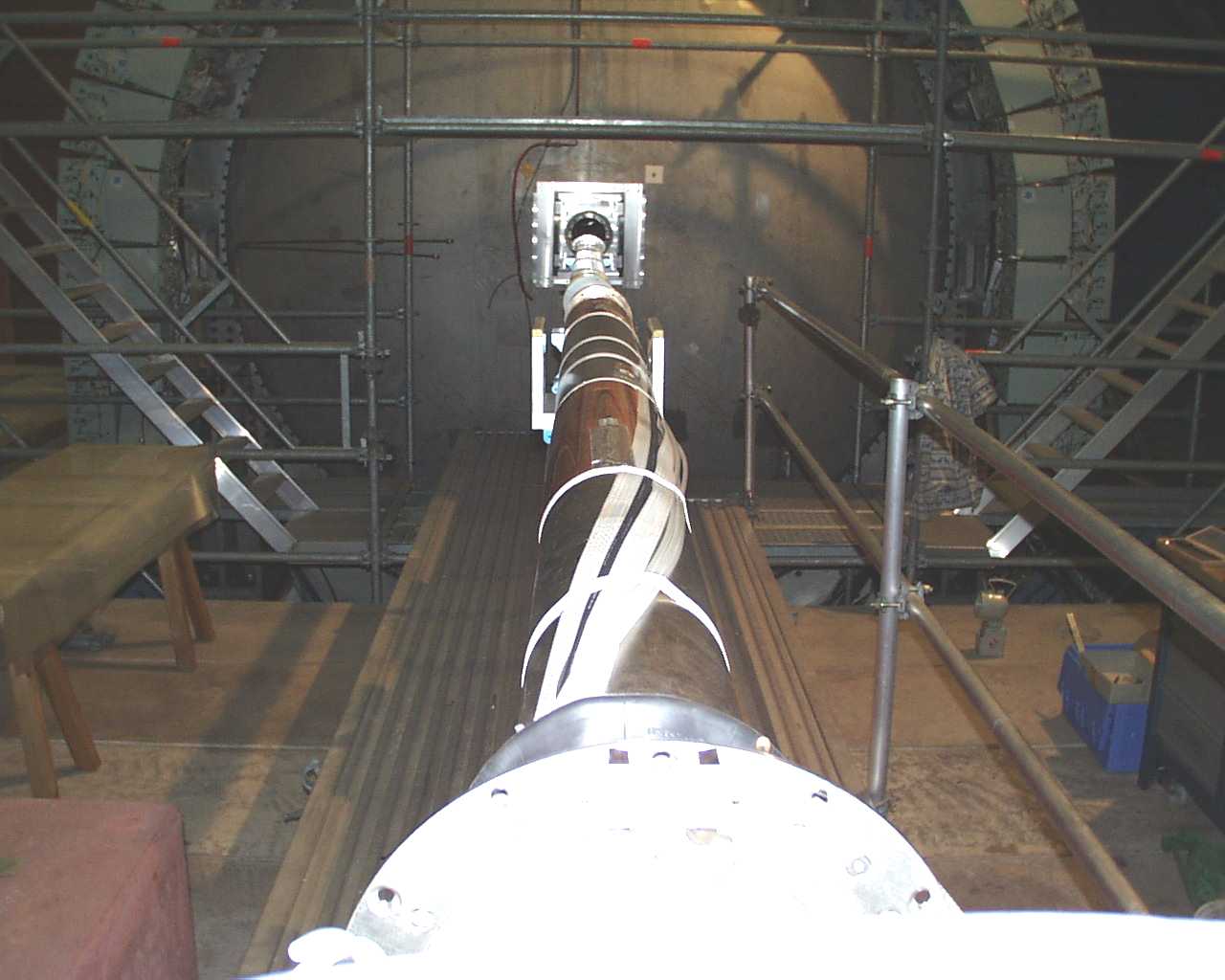
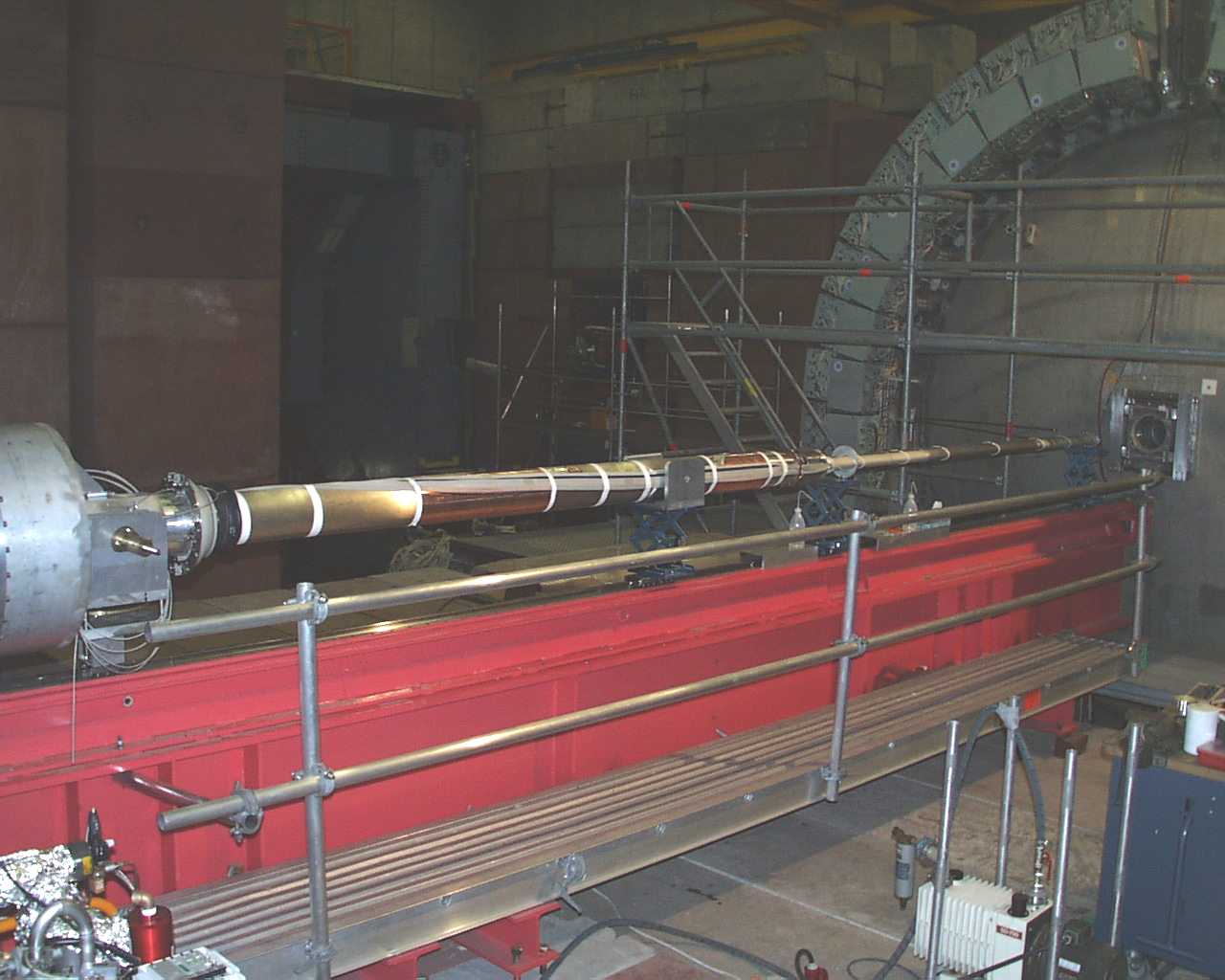
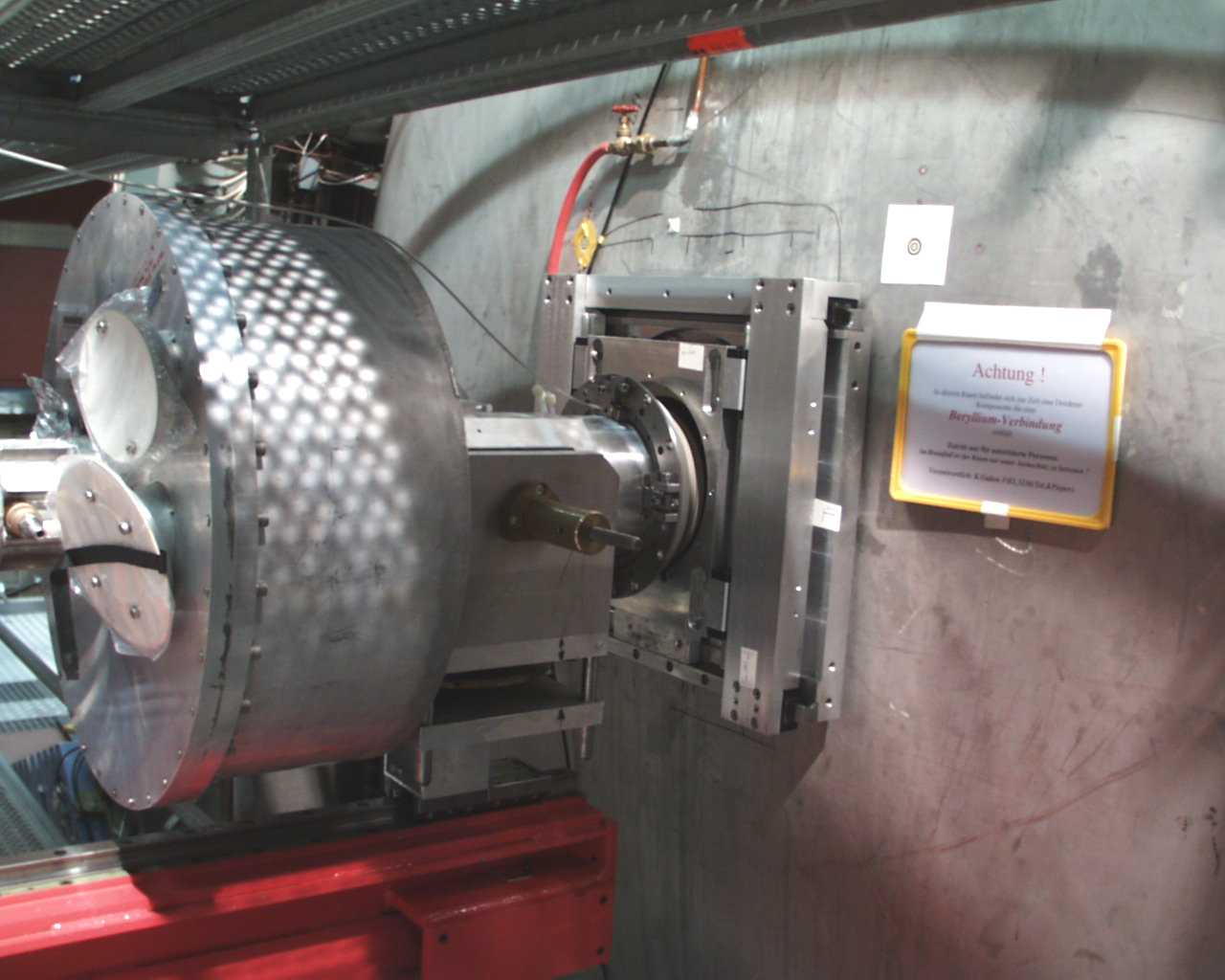
The beam pipe is moved to the installation position |
 half half |
GO magnet and central beam pipe on the installation beam |
 half half |
|
 half half |
|
 half half |
Leopold Obartuch fixes the GOA magnet support |
 half half |
|
 half half |
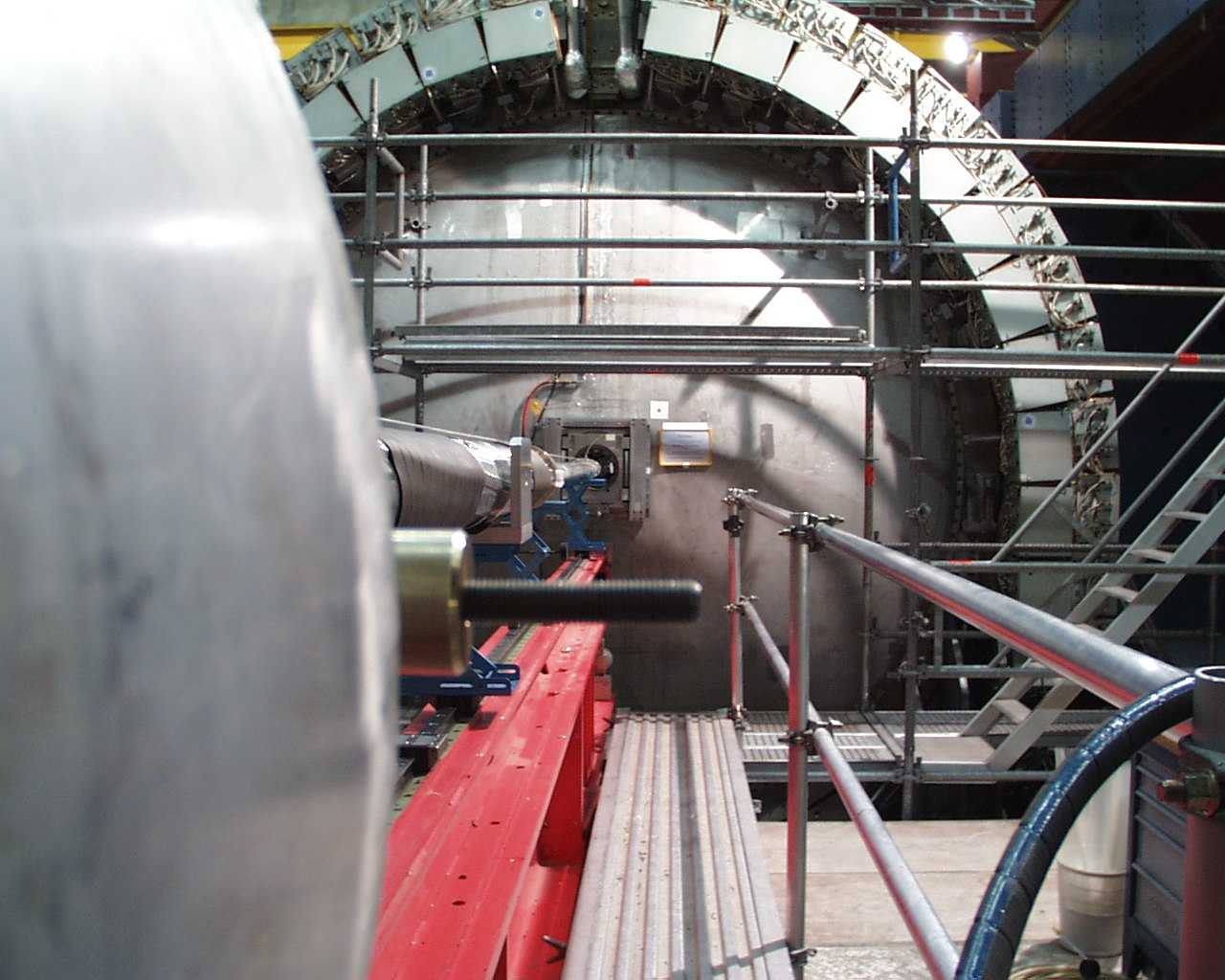
GOA support will hold the GO magnet in the cryostat |
 half half |
|
 half half |
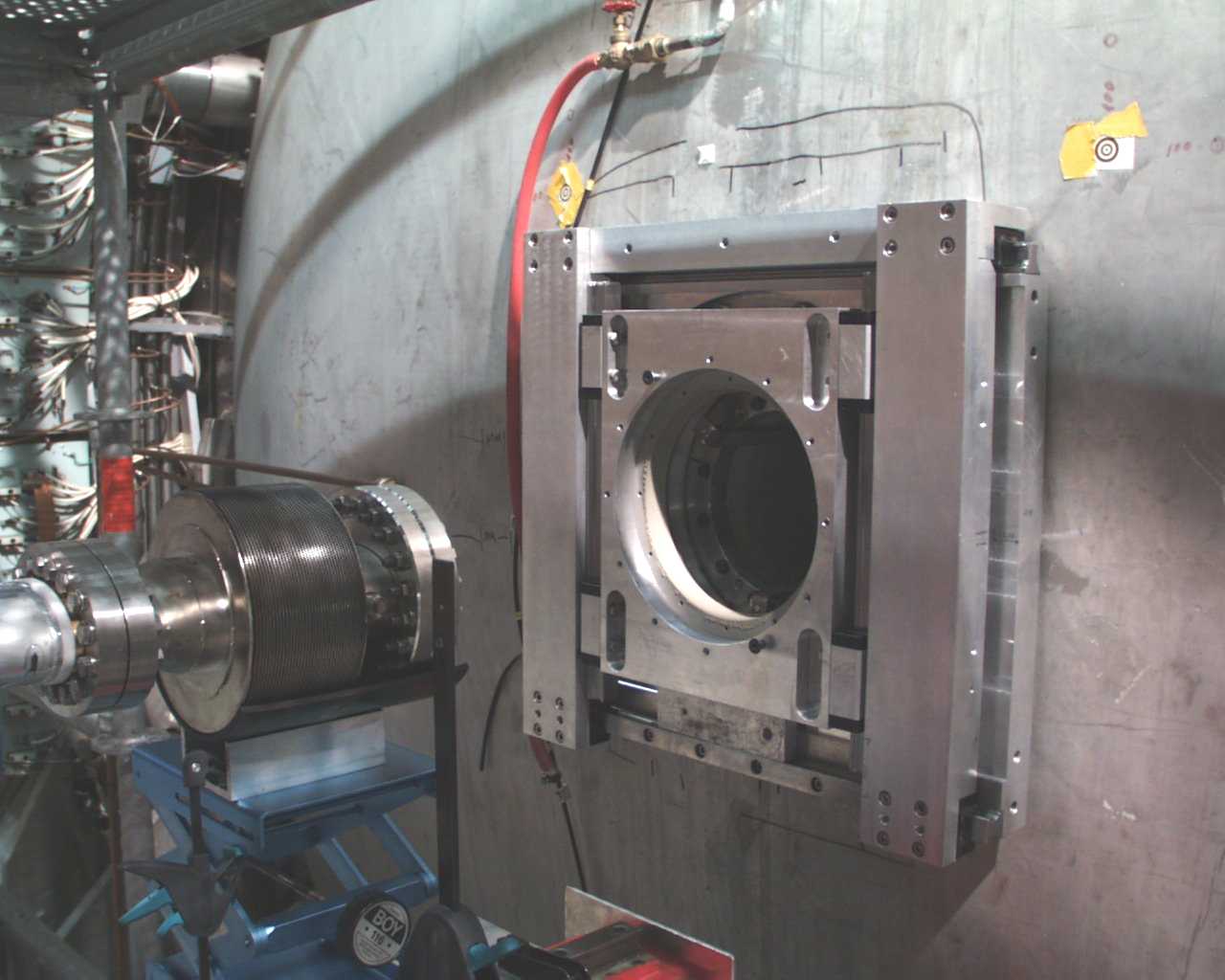
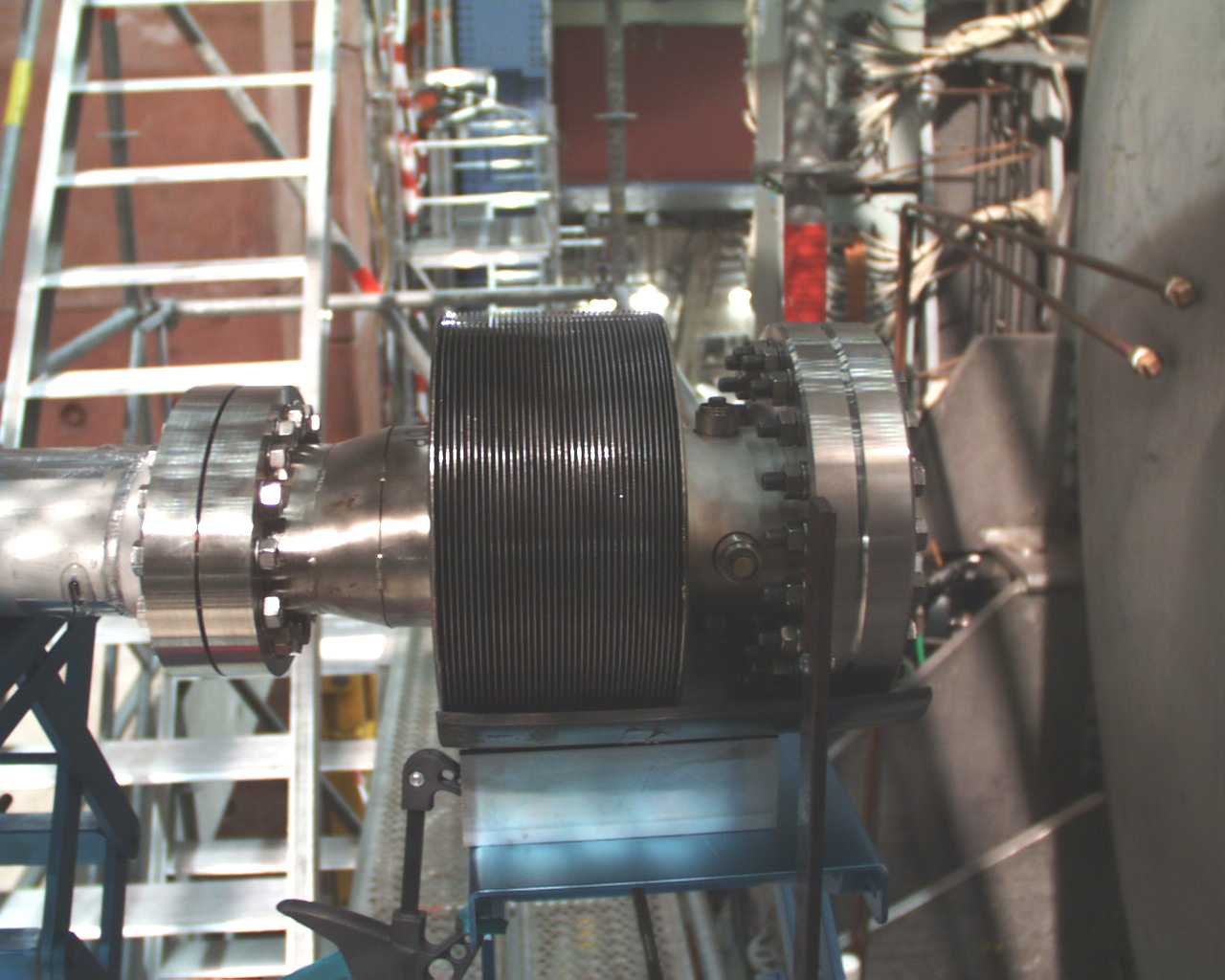
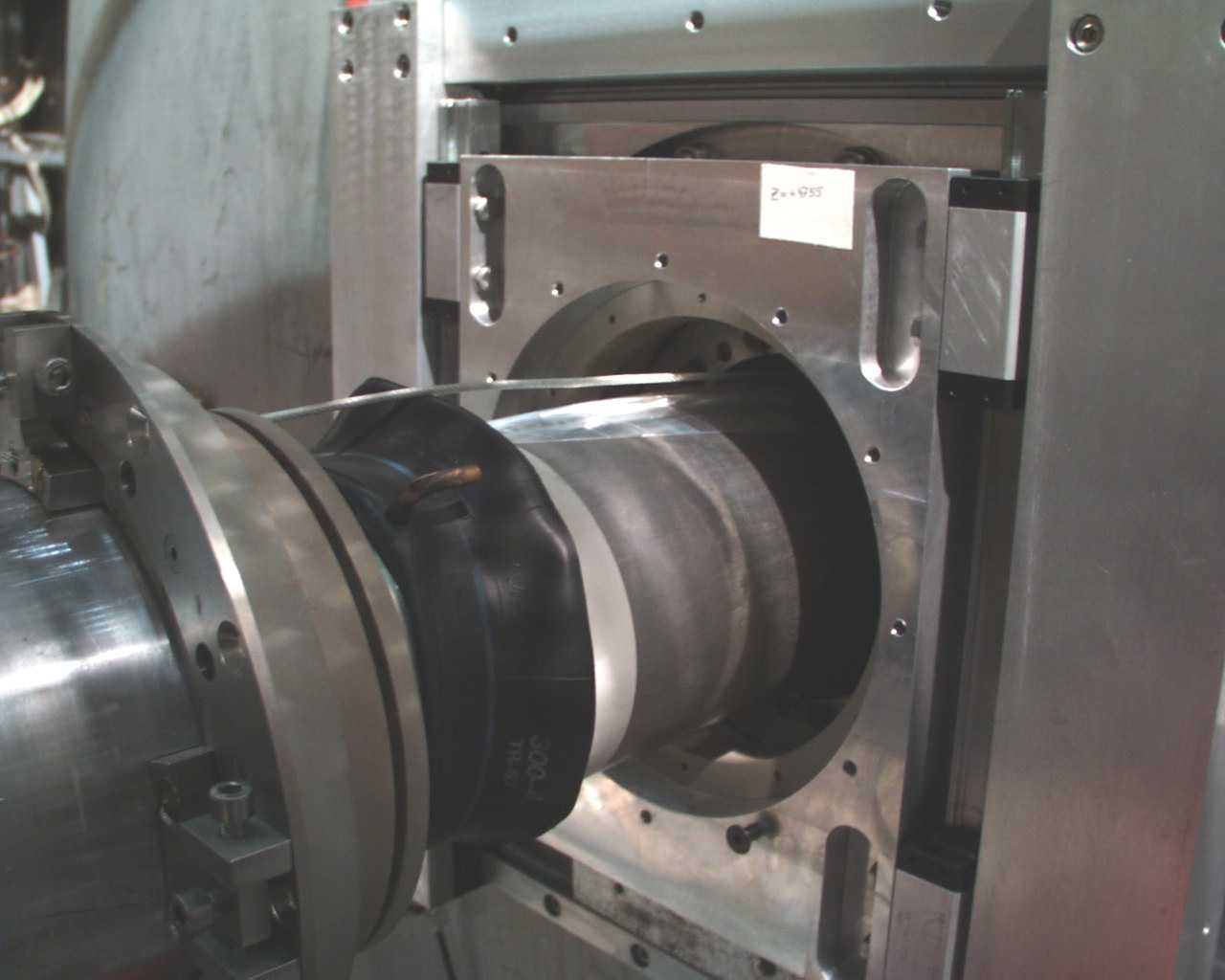
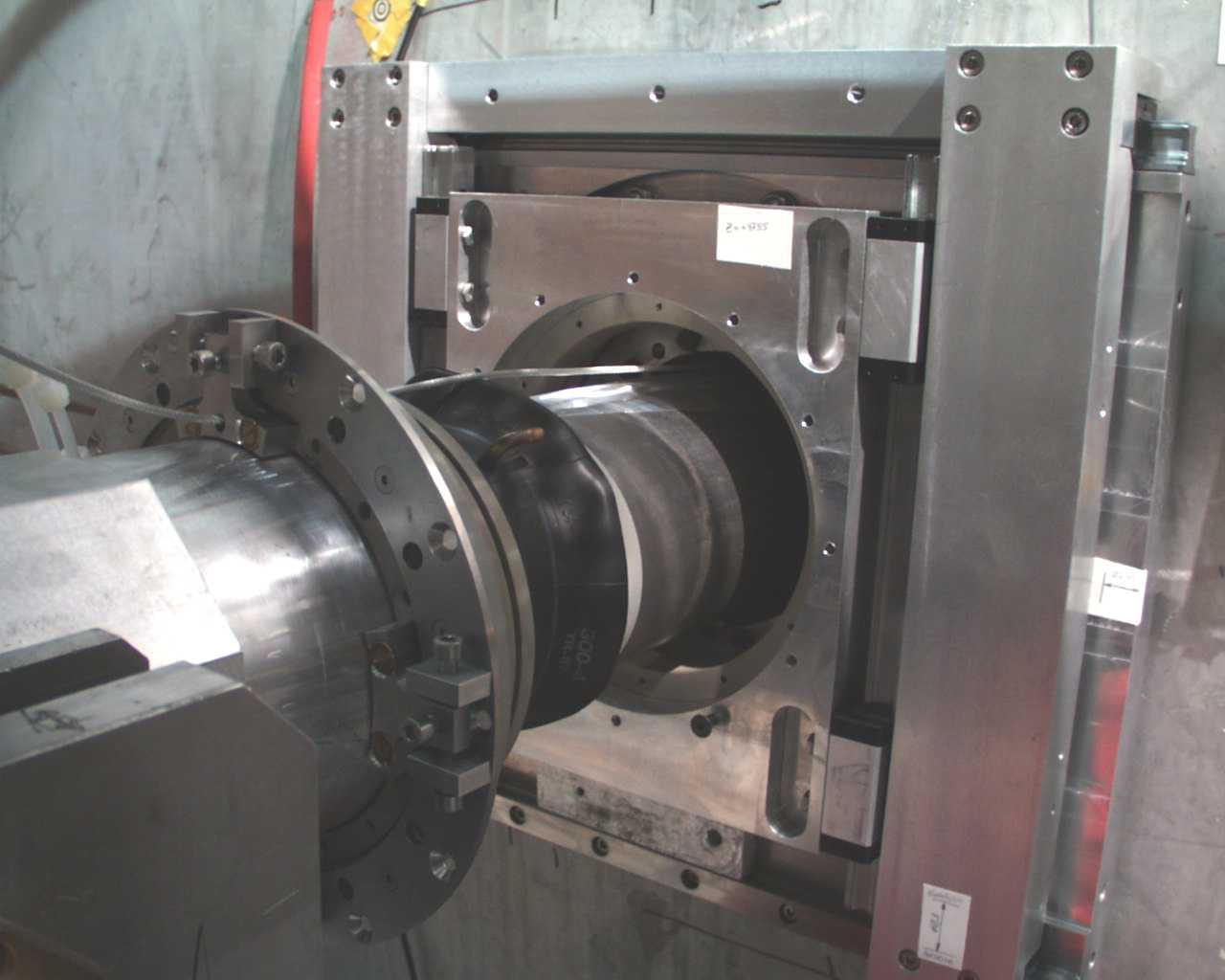
The bellow and flange will be removed for insertion |
 half half |
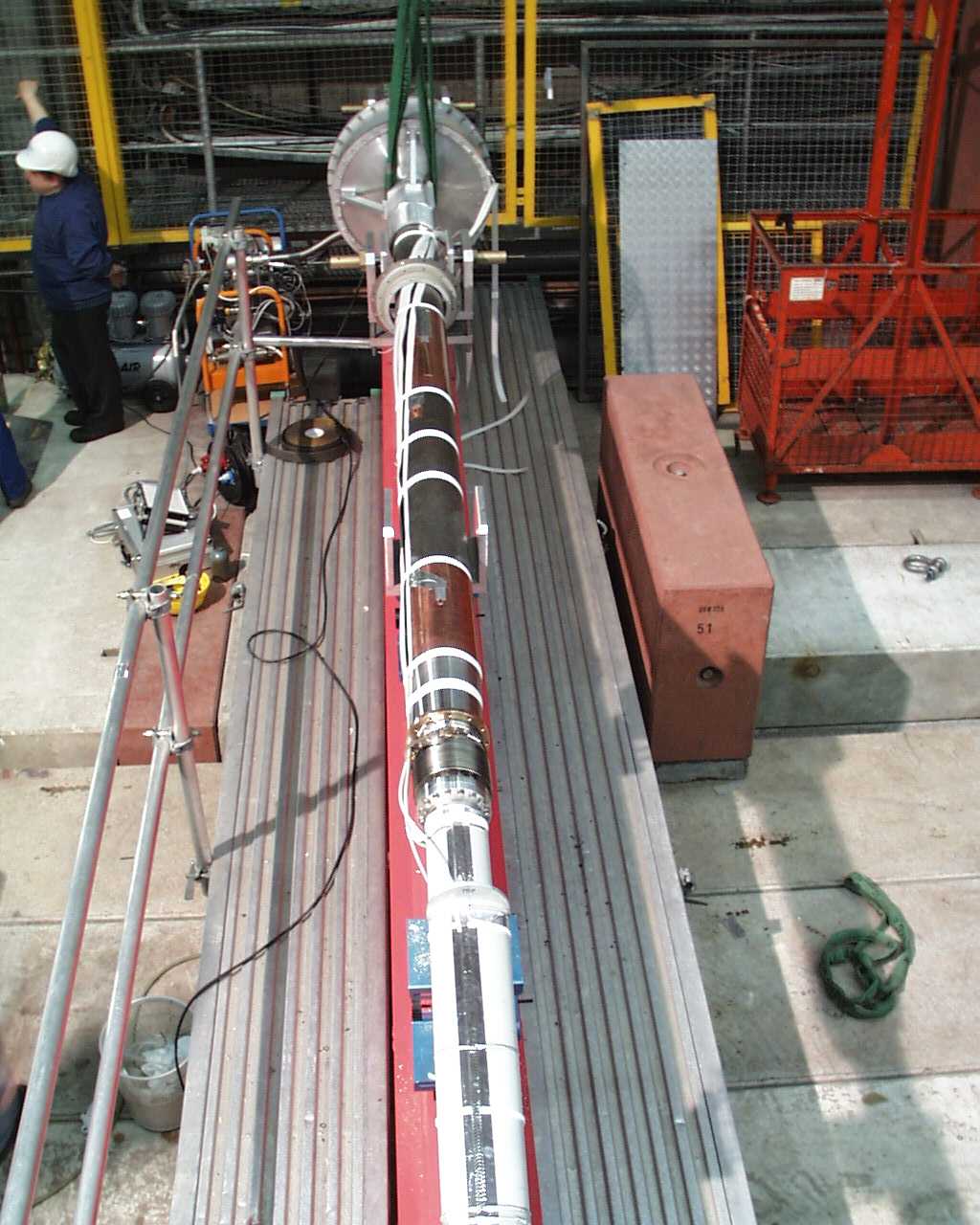
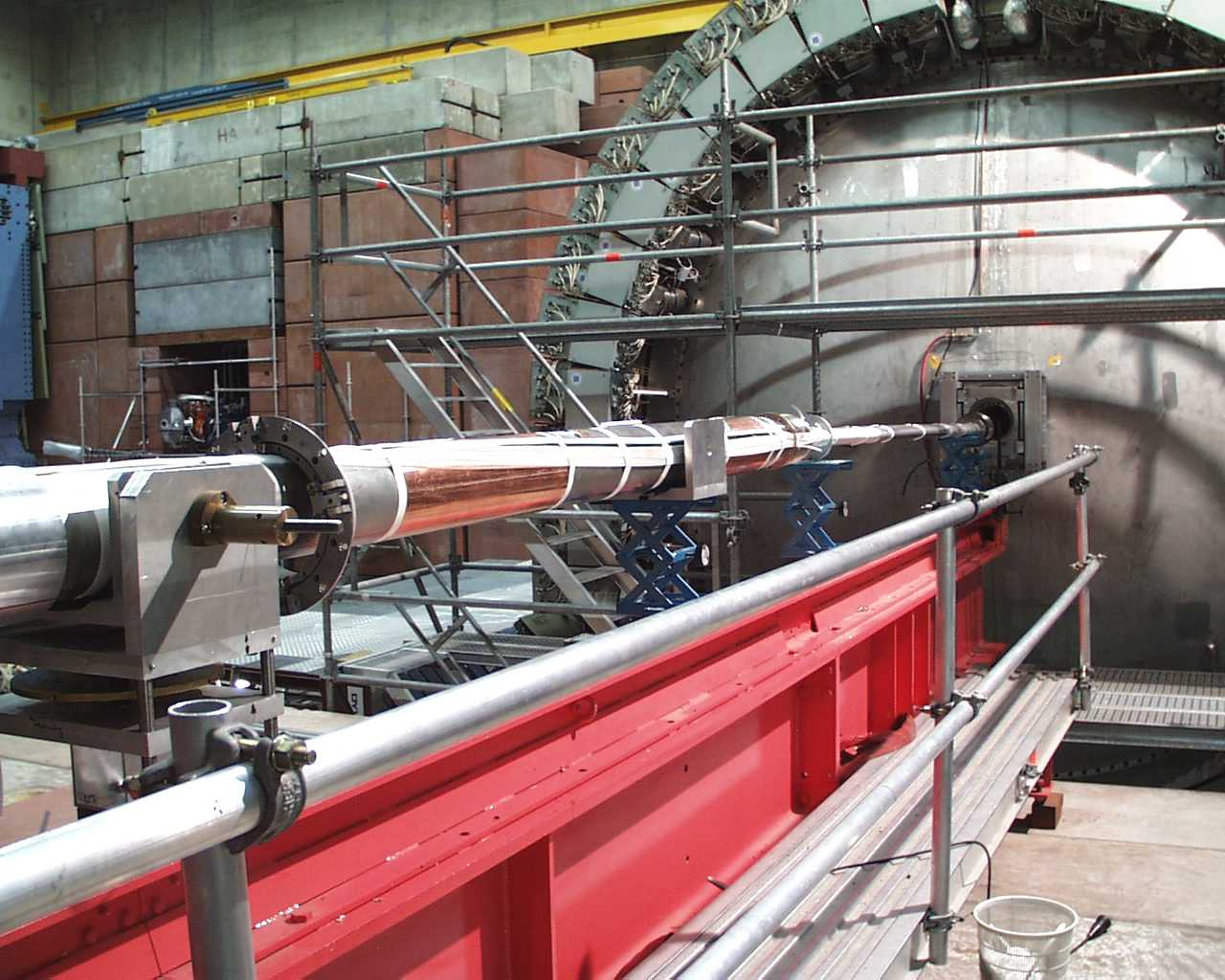
The full assembly. Passed vacuum test
Armaflex thermal insulation still to be added around the GO magnet |
 half half |
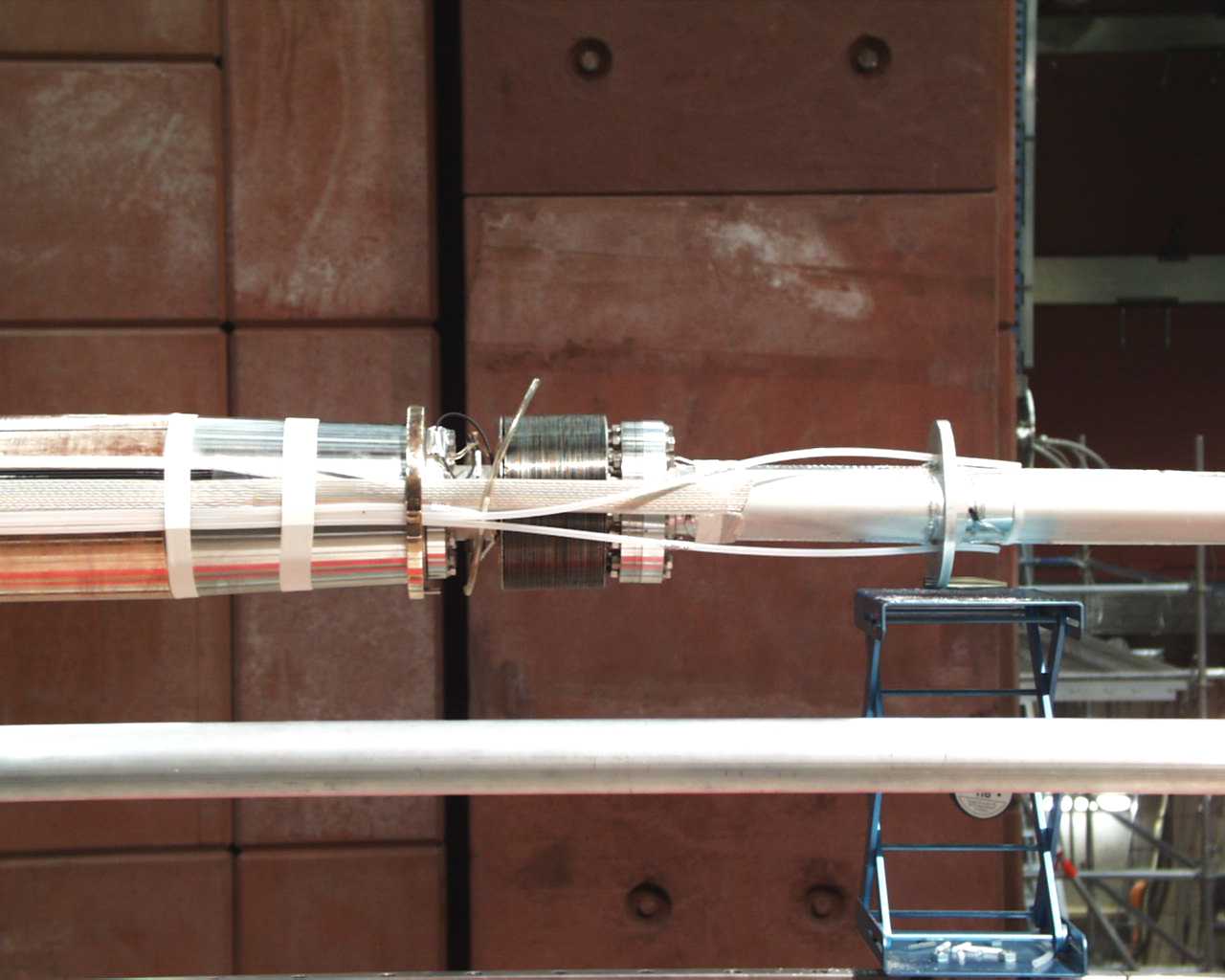
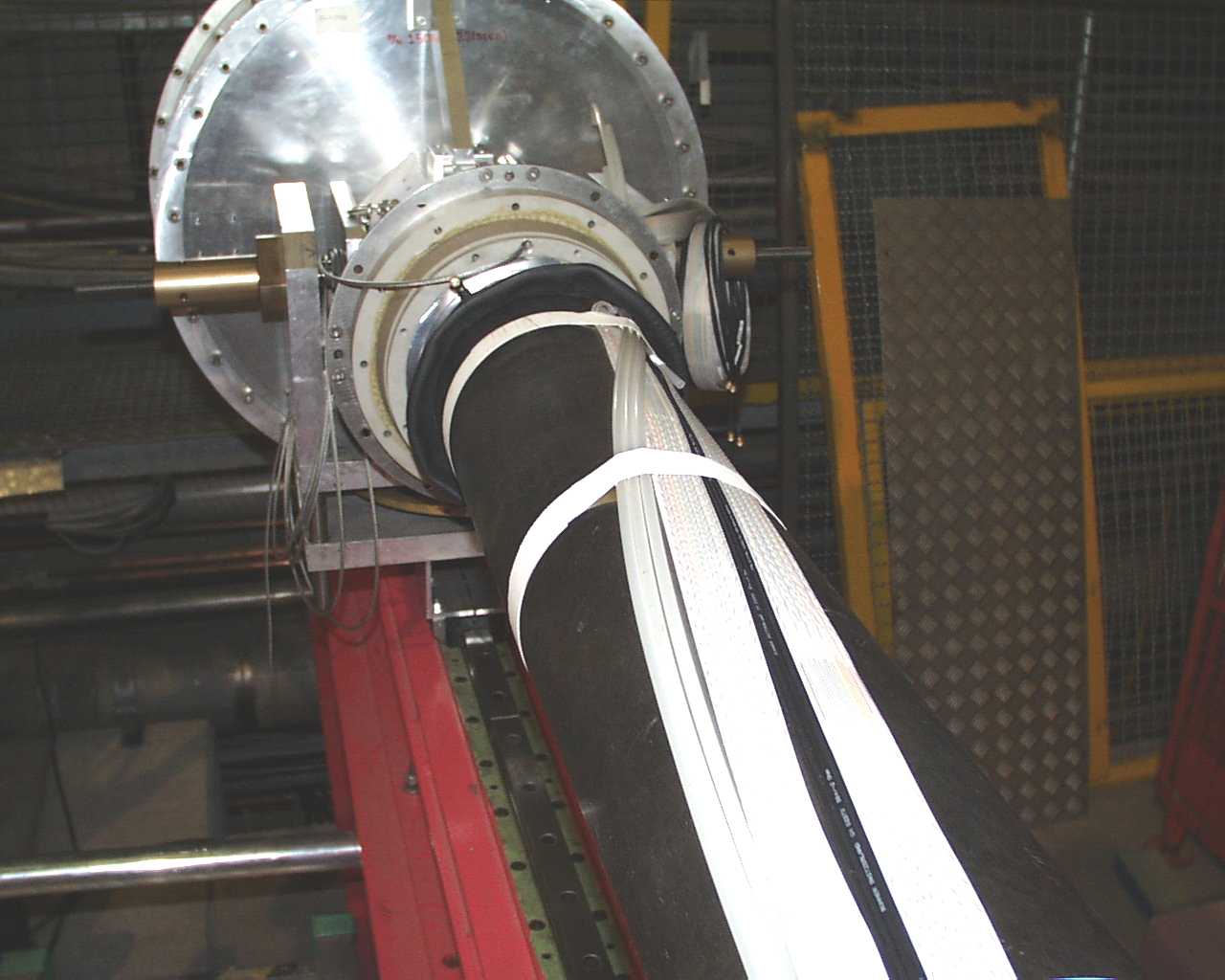
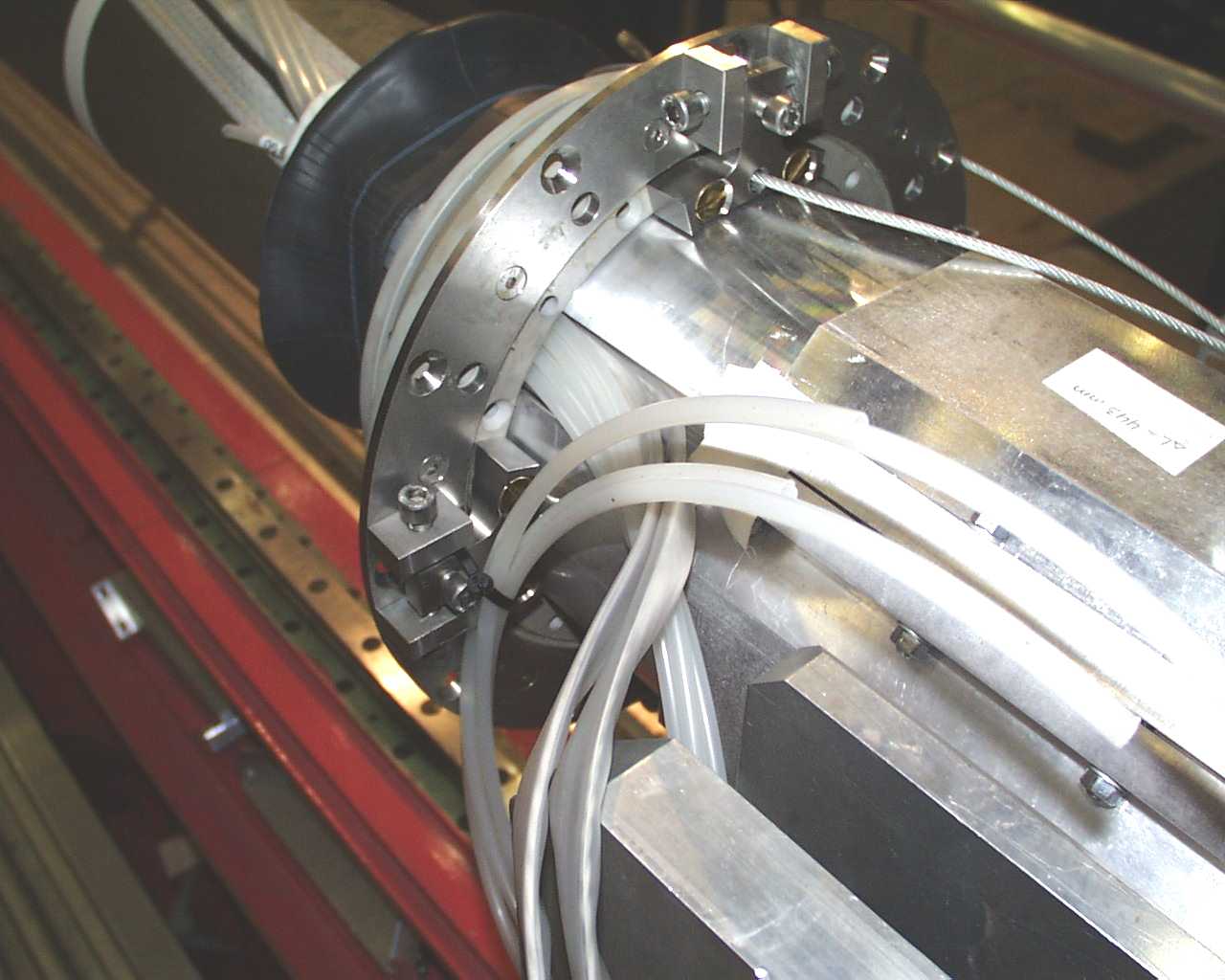
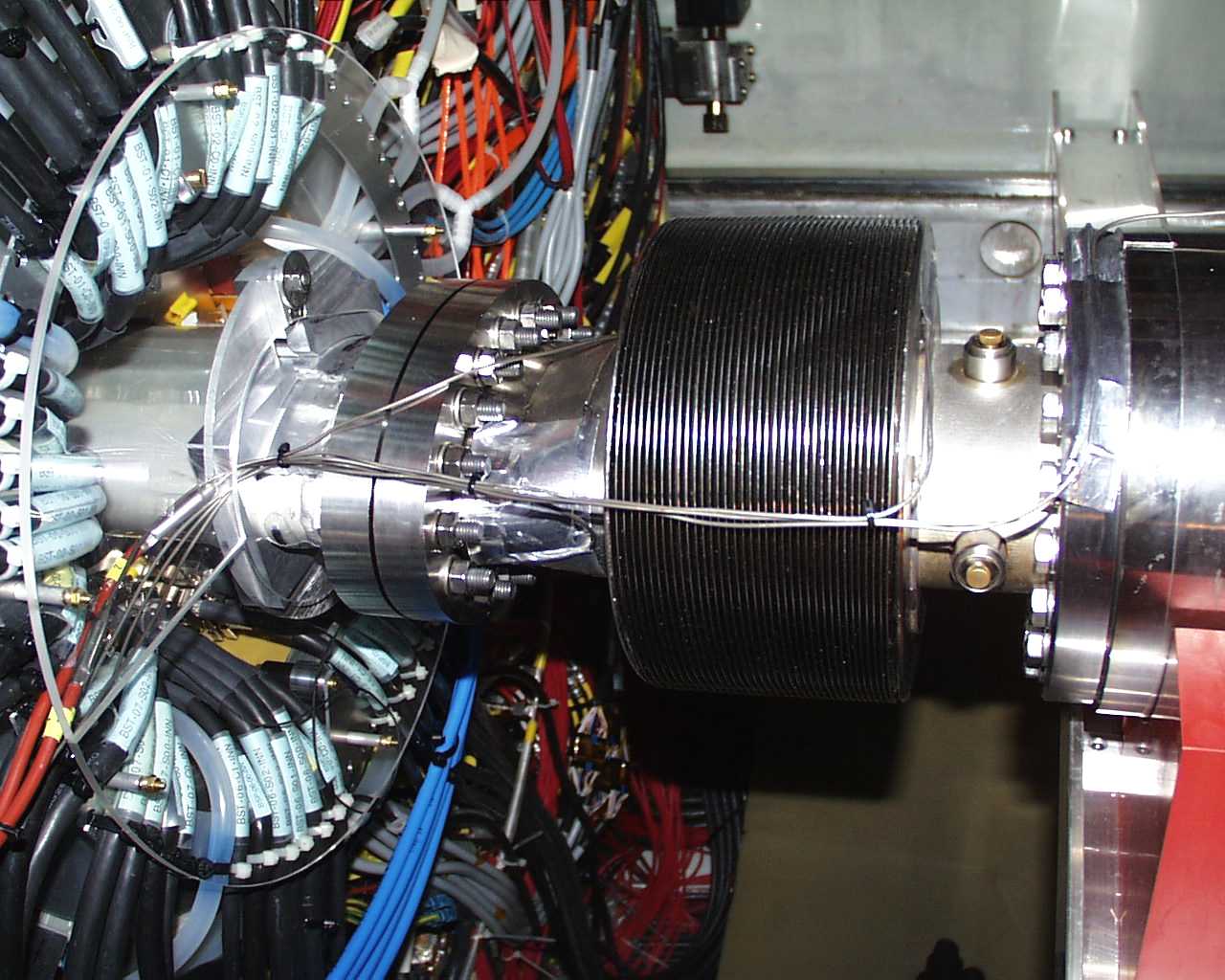
The beam pipe bellow in front of GO |
 half half |
|
 half half |
|
 half half |
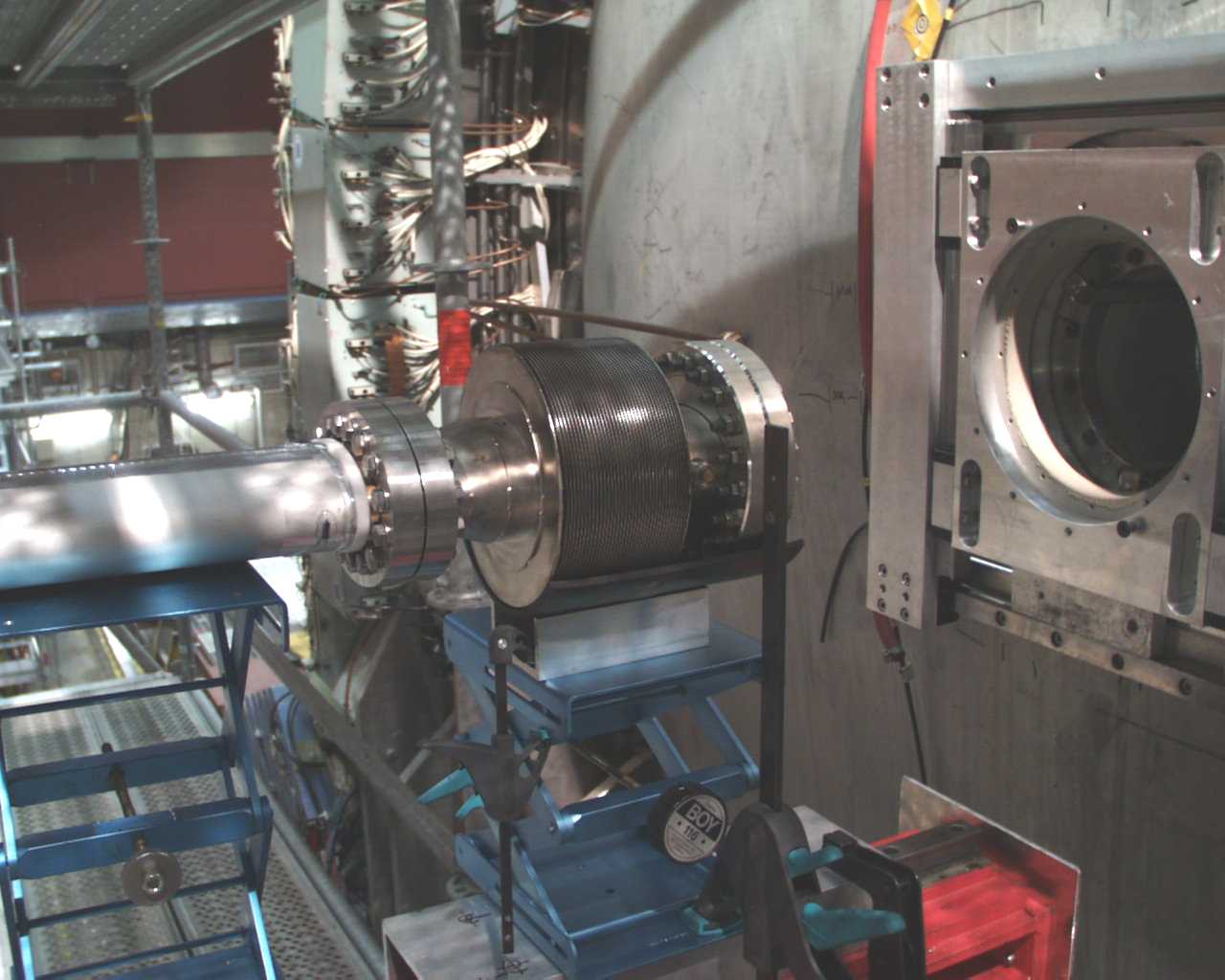
Pipe for N2 flow |
 half half |
The Mylar foil around the central beam pipe is still missing |
 half half |
|
 half half |
|
 half half |
Temperature readout cables neatly bundled |
 half half |
Region around GO internal support 'keys' covered with 1mm Cu
to prevent undercooling and condensation |
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
|
 half half |
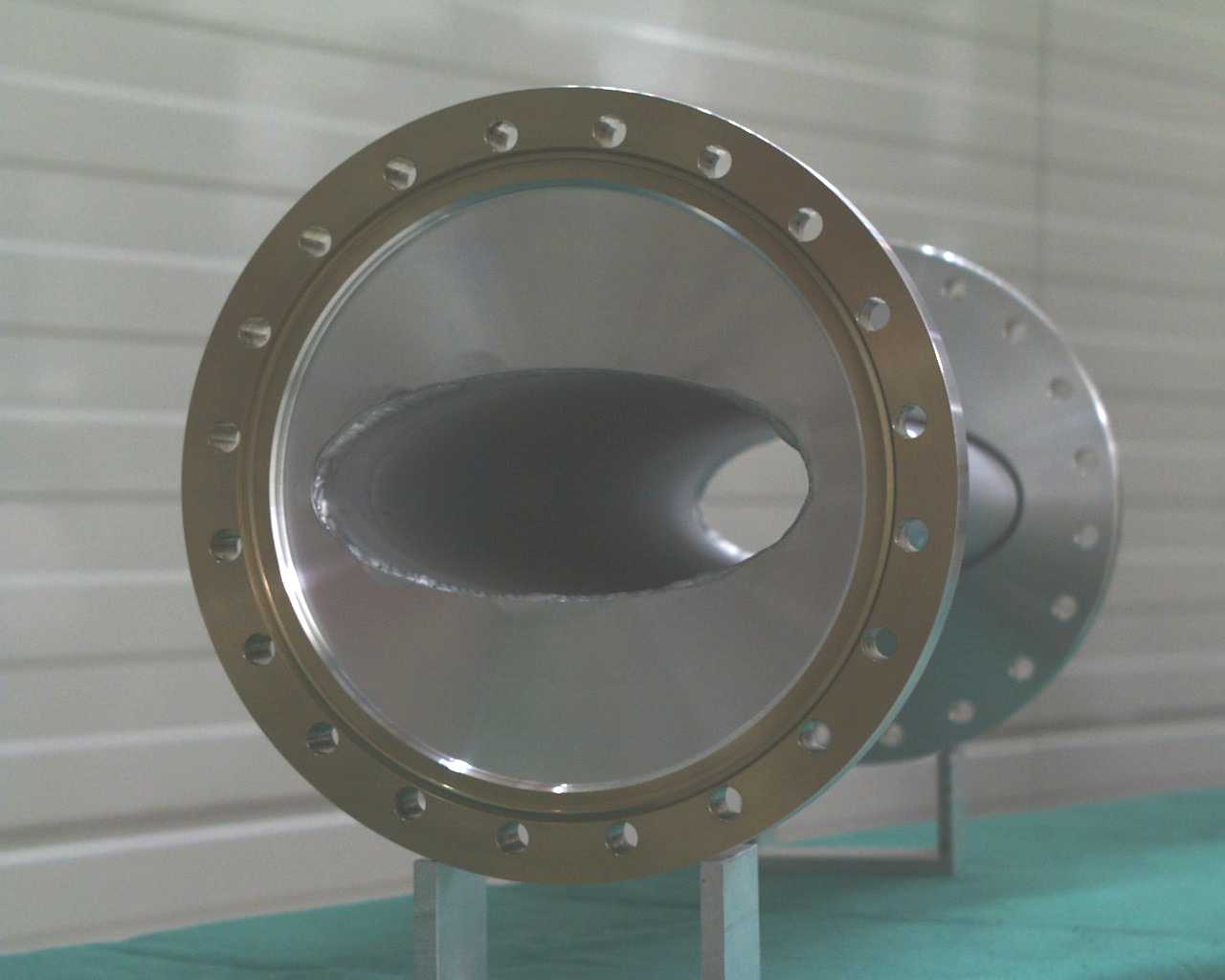
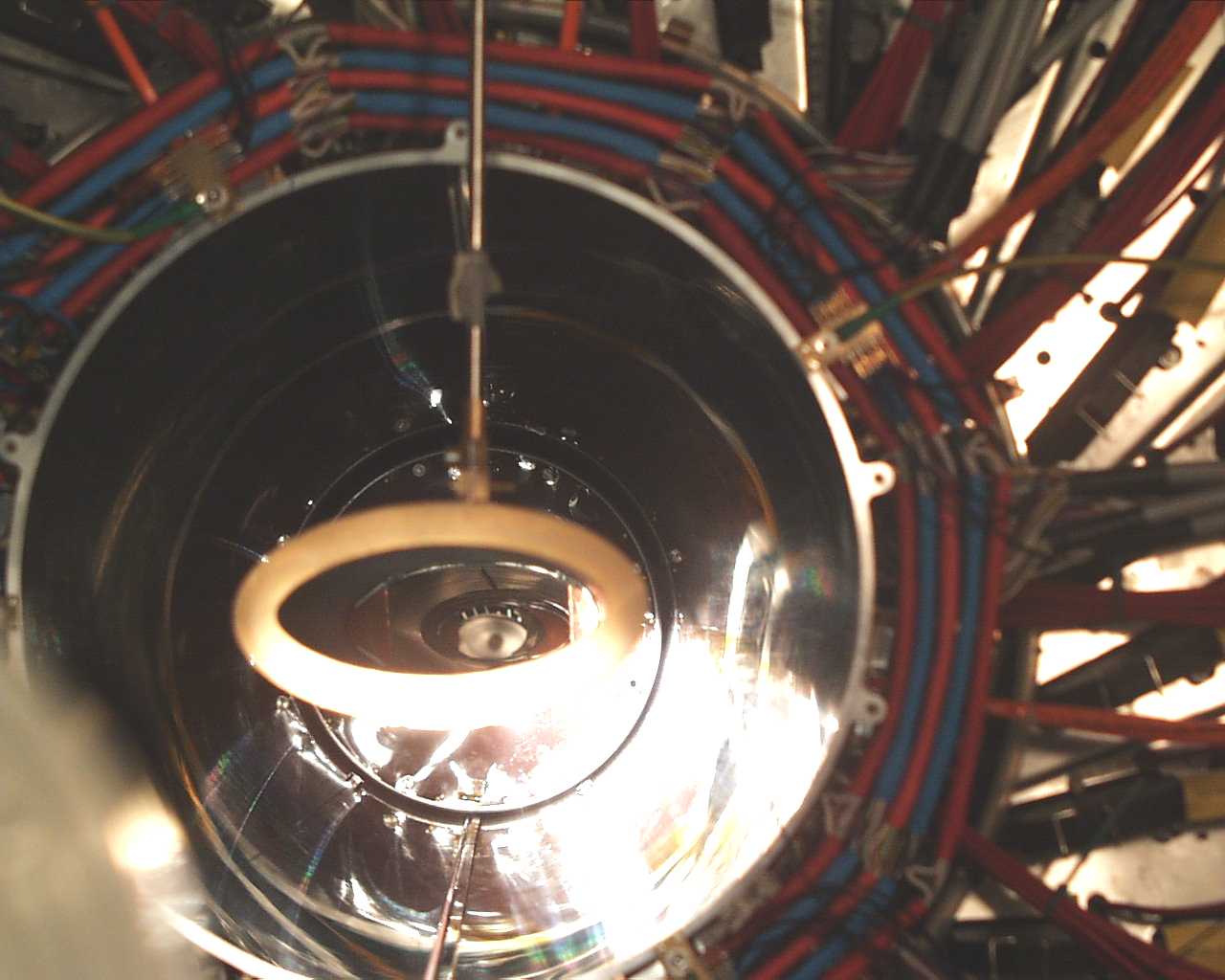
View into the beam pipe.
Synchrotron radiation collimators are visible |
 half half |
|
 half half |
|
 small
small{kind=link}
 small
small{kind=link}
 small
small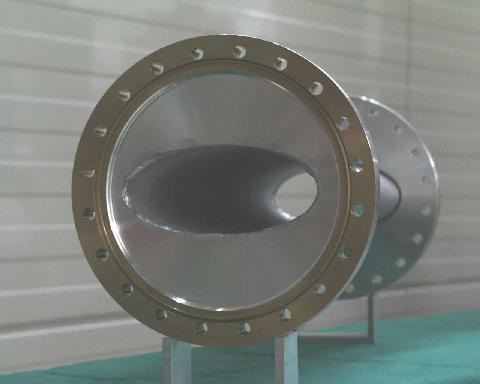{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 small
small{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half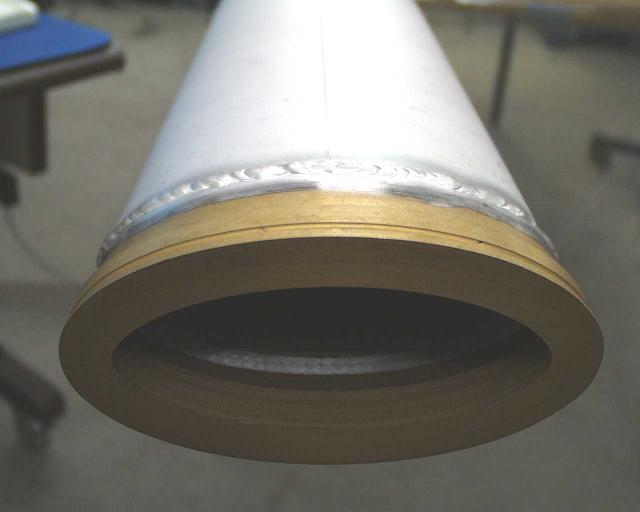{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half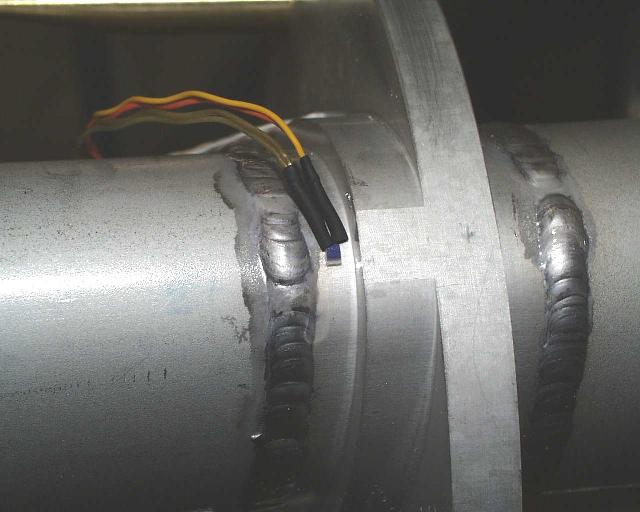{kind=link}
 half
half{kind=link}
 half
half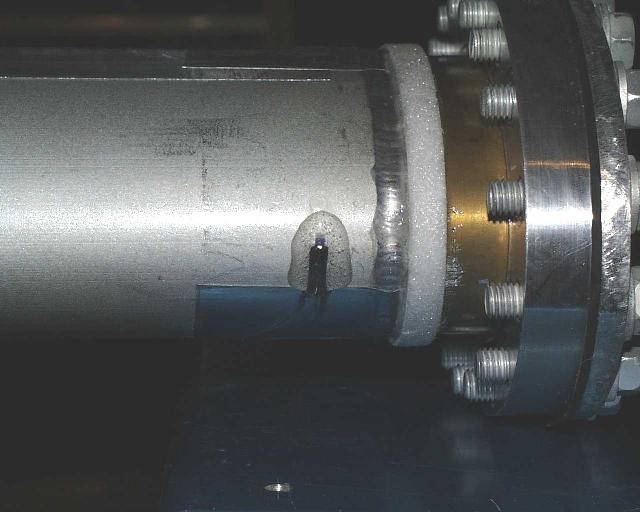{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half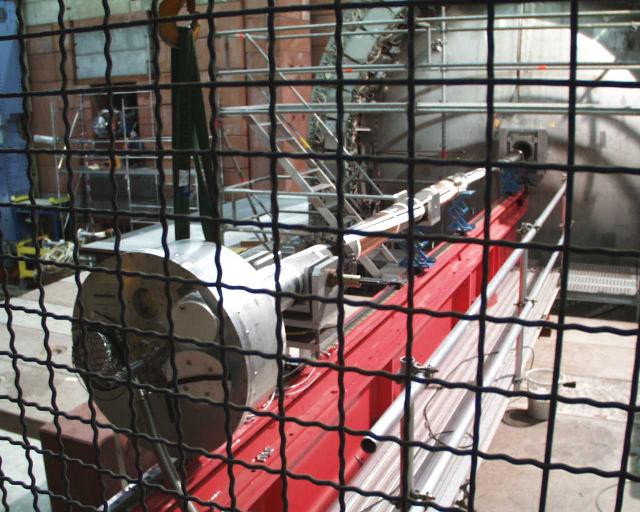{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half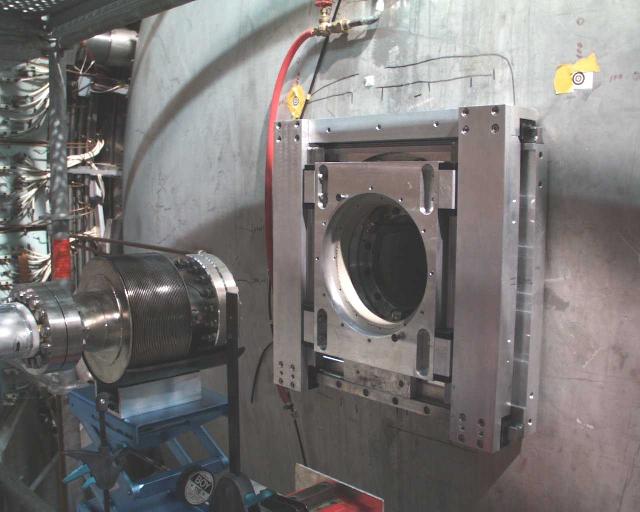{kind=link}
 half
half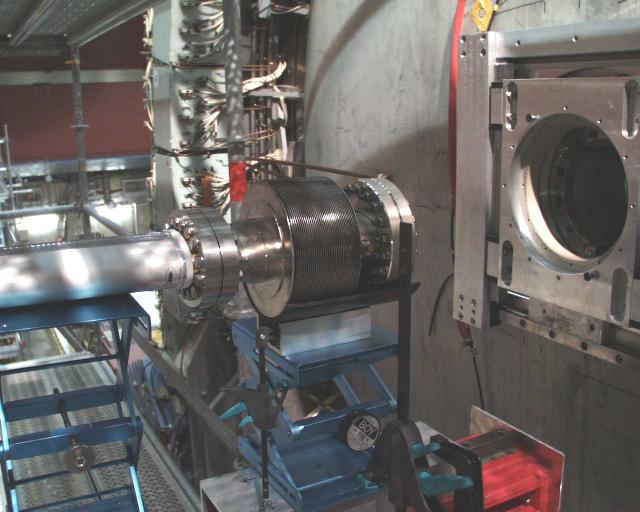{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half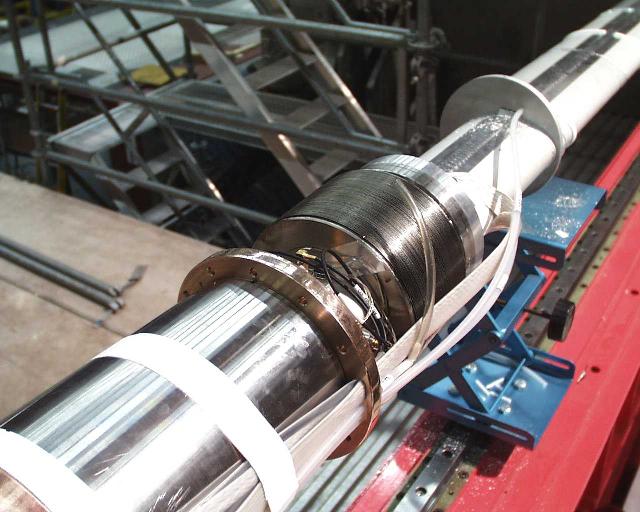{kind=link}
 half
half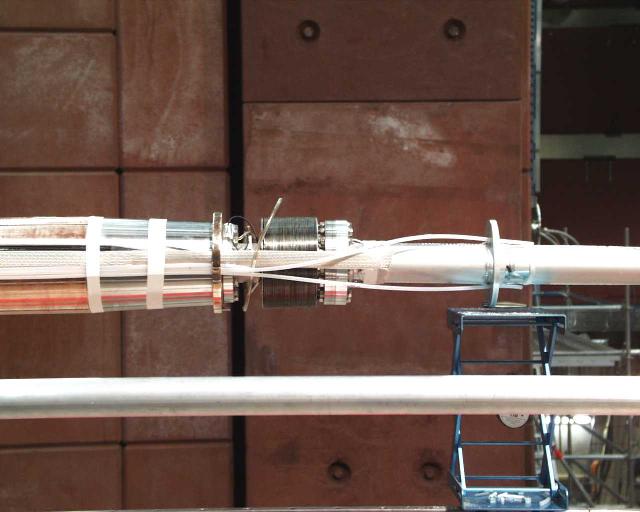{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half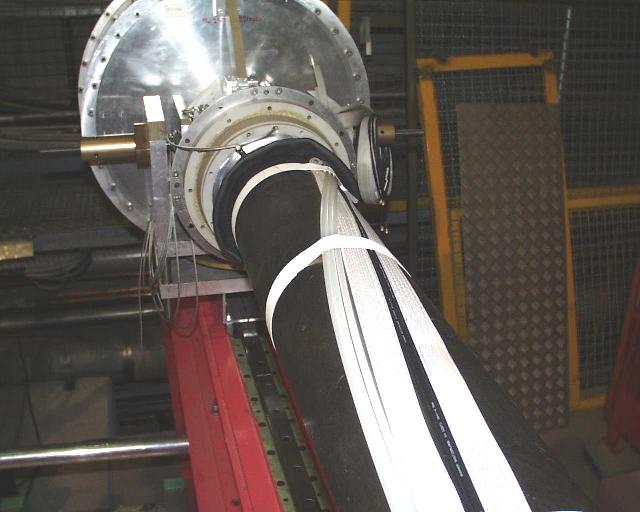{kind=link}
 half
half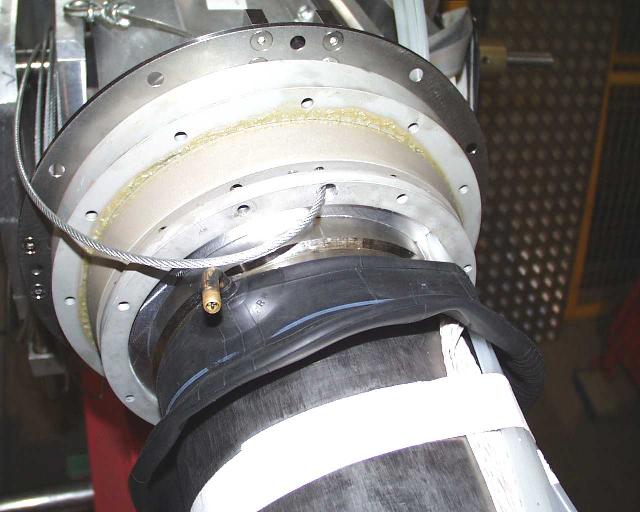{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half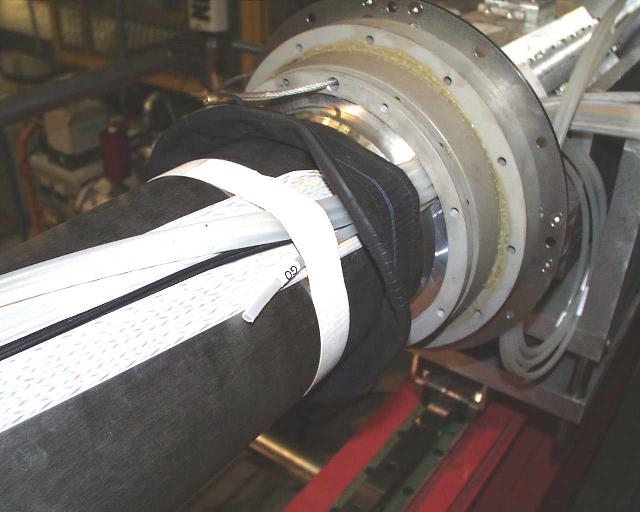{kind=link}
 half
half{kind=link}
 half
half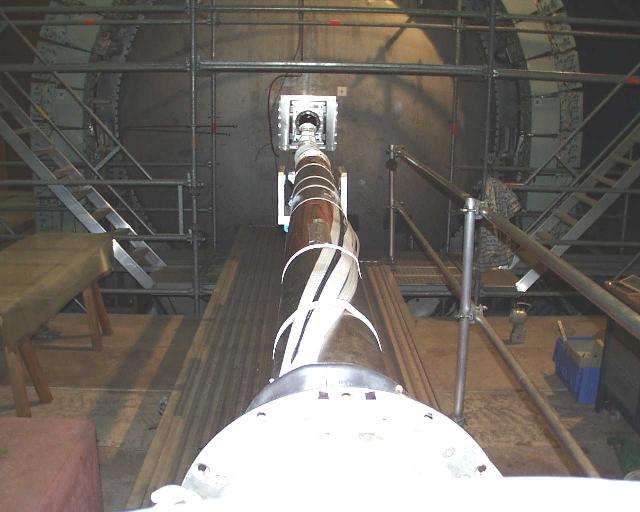{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half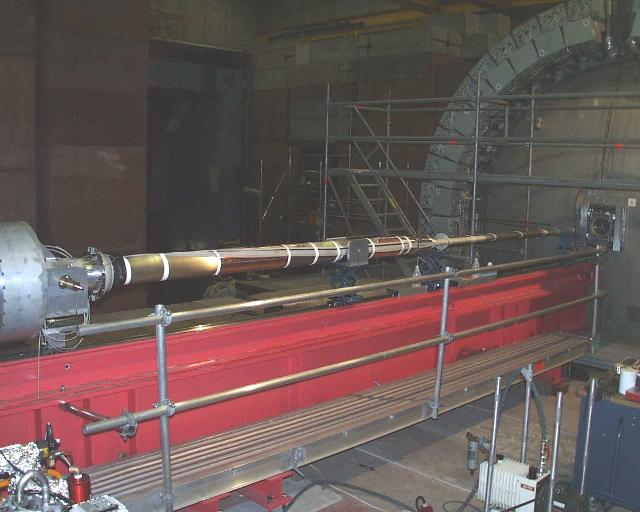{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half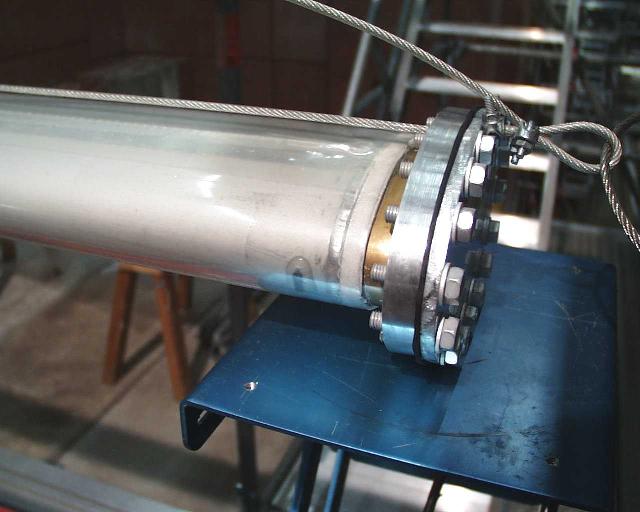{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half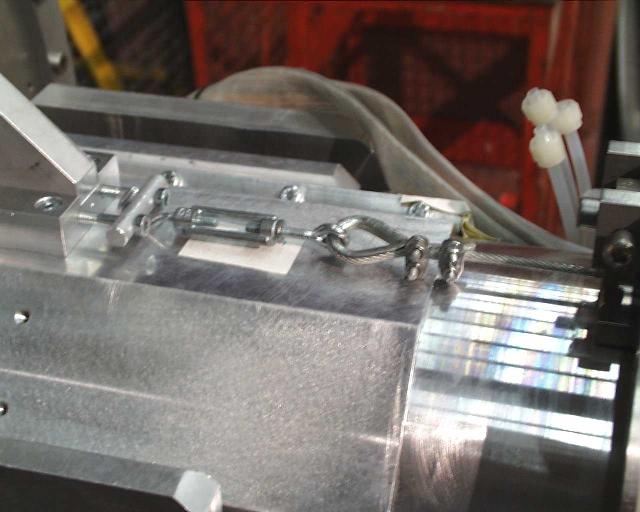{kind=link}
 half
half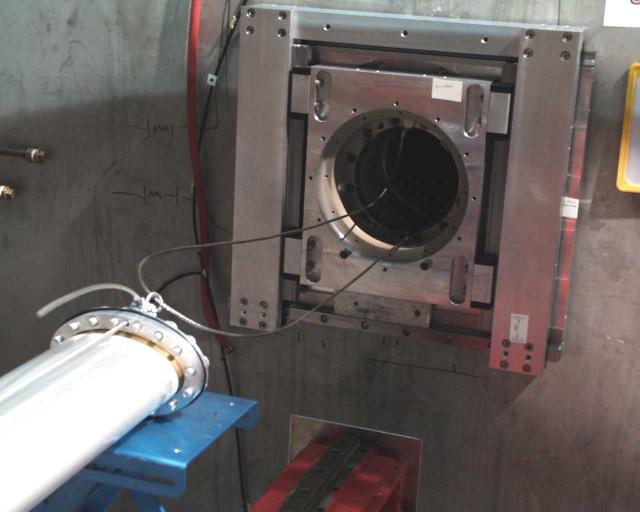{kind=link}
 half
half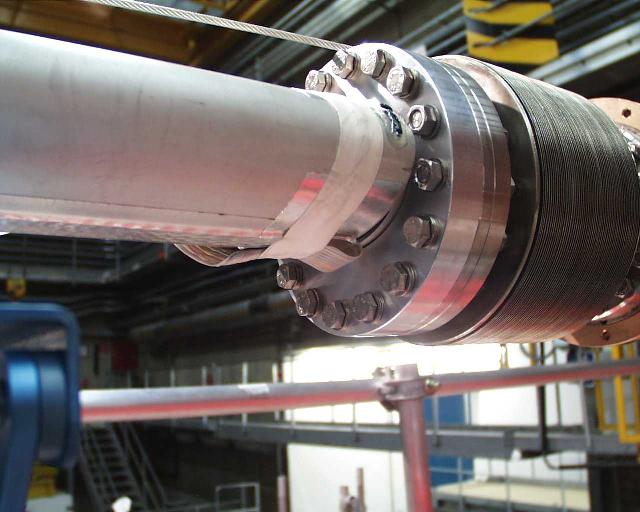{kind=link}
 half
half{kind=link}
 half
half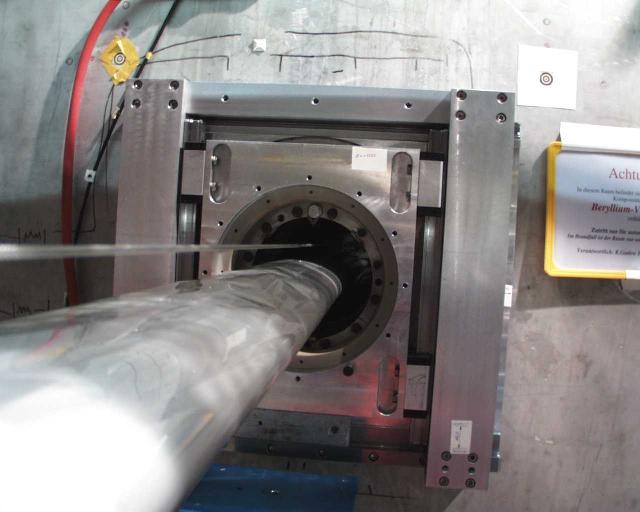{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half{kind=link}
 half
half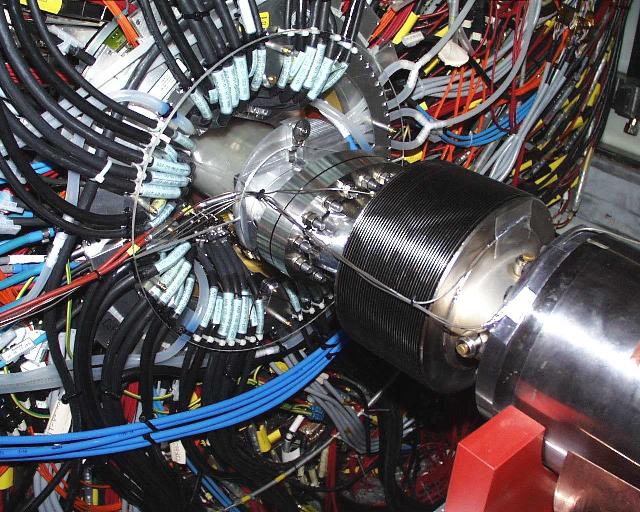{kind=link}
 half
half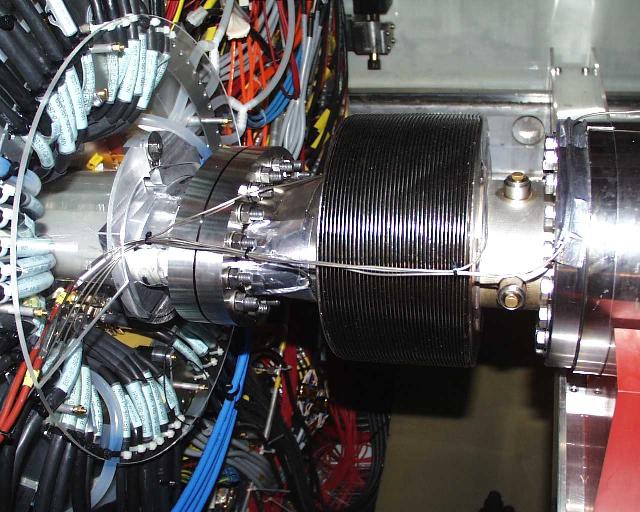{kind=link}